Exercice 1 : création de la posage
Dans cet exercice, nous allons commencer par créer la posage afin de définir la limite de brut, ainsi que la position de décalage d’usinage X, Y, Z.
Une posage définit un certain nombre de propriétés générales pour les opérations d’usinage, notamment le système d’axes de travail, la géométrie du brut, les supports et les surfaces d’usinage. Vous devez toujours définir une posage. Si vous n’en créez pas avant d’ajouter la première opération, une posage est automatiquement créée avec les paramètres par défaut. Toutefois, il est possible qu’elle ne représente pas précisément la pièce ni le brut réels.
Étapes
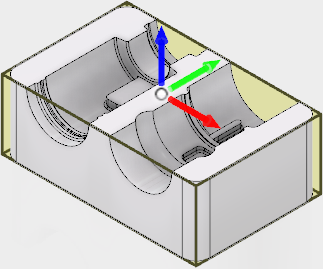
Pour définir le système d’axes de travail, spécifiez la position de l’origine.
Dans la barre d’outils Fabriquer, sous l’onglet Fraisage, sélectionnez Posage > Nouveau posage
 pour ouvrir la boîte de dialogue Posage.
pour ouvrir la boîte de dialogue Posage.Dans la liste déroulante Origine, choisissez Point sur le brut pour repositionner l’origine du système d’axes.
Cliquez sur le bouton Point de bloc et sélectionnez le point (représenté par un point blanc) situé dans le coin supérieur gauche, à l’avant, à comme indiqué.
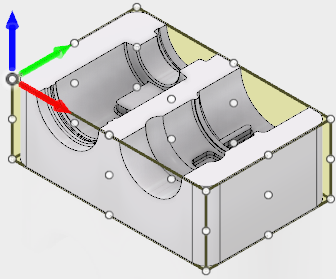
Sélectionnez le modèle à usiner. Si la zone de dessin ne contient qu’un seul modèle, il sera sélectionné comme modèle par défaut à usiner. S’il existe plusieurs modèles, sélectionnez celui qui doit être analysé pour l’usinage. Ici, nous allons le sélectionner, pour nous y exercer en vue de posages plus complexes.
Dans le groupe Modèle, cliquez sur la croix (X) en regard du bouton Modèle pour effacer la sélection actuelle.
Sélectionnez le modèle dans le brut, en tant que pièce usinable.
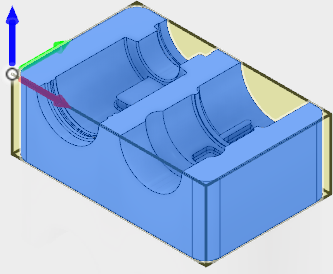
Définissez la limite du brut. Il est important de définir le brut de manière à ce qu’il corresponde à ce qui sera réellement utilisé sur la machine. En effet, les stratégies de trajectoire d’outil analysent la zone de brut pour obtenir des trajectoires d’outils efficaces et éviter les potentiels accidents. C’est également important pour optimiser la précision de la simulation de trajectoire d’outil.
- Cliquez sur l’onglet Brut.
- Dans le menu déroulant Mode, sélectionnez Cube à taille relative.
- Dans le menu déroulant Mode de décalage de brut, sélectionnez Ajouter du brut sur les côtés et sur le dessus/dessous.
- Définissez le décalage latéral de brut sur 0 mm.
- Définissez le décalage dessus de brut sur 1 mm.
- Définissez le décalage du bas du brut sur 1 mm.
- Enfin, cliquez sur
 dans la partie inférieure de la boîte de dialogue Posage ou cliquez dans la zone de dessin avec le bouton droit de la souris et choisissez OK dans le menu de marquage afin de quitter la procédure de posage.
dans la partie inférieure de la boîte de dialogue Posage ou cliquez dans la zone de dessin avec le bouton droit de la souris et choisissez OK dans le menu de marquage afin de quitter la procédure de posage.
Résumé de l’exercice 1
Dans cet exercice, vous avez défini la zone de brut, ainsi que la position de décalage d’usinage X, Y, Z.