Stratégie de perçage multi-axes
Cette fonctionnalité fait partie d'une extension. Les extensions sont une manière flexible d’accéder à des fonctionnalités supplémentaires dans Fusion. En savoir plus.
La stratégie de perçage multi-axes vous permet de percer efficacement et avec précision des géométries complexes, en utilisant des fonctionnalités d’usinage avancées. Vous pouvez désormais créer facilement des pièces plus complexes, ce qui optimise vos processus de fabrication. Cette fonctionnalité est utile pour les pièces avec des trous inclinés ou non verticaux, où les méthodes de perçage traditionnelles peuvent avoir du mal à obtenir les résultats souhaités en une seule opération.
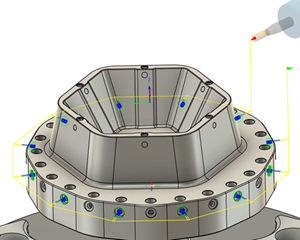
Trajectoire d’outil de perçage multi-axes
Cette fonctionnalité ajoute trois nouveaux types d’usinage :
Polaire
Le mode polaire ajoute la liaison standard aux opérations de perçage, tout en maintenant le rendement du cycle pour les mouvements de coupe. Cette option peut vous permettre de rester dans les limites d’usinage lorsque cela est nécessaire. Dans ce mode, seuls les trous alignés sur le même axe sont usinables. Vous pouvez sélectionner des trous sur une face plane (l’extrémité d’un cylindre, la plupart du temps).
4 axes
Vous pouvez désormais définir facilement un axe de rotation pour votre configuration d’usinage. Par défaut, les trous sont percés perpendiculairement à cet axe. Pour l’usinage à 4 axes, vous pouvez sélectionner des trous qui ne sont pas alignés avec l’axe Z, tels que des trous inclinés ou ceux qui se situent sur une surface inclinée :
- Indiquez si les axes de perçage doivent couper l’axe de rotation, par exemple dans le cas des trous d’un cylindre.
- Dans certains cas, par exemple les trous sur un objet cuboïde, laissez aux axes de perçage la possibilité de se déplacer sur le plan perpendiculaire.
- Définissez un angle d’inclinaison pour que les trous soient orientés à l’opposé du plan perpendiculaire.
5 axes
Cette option vous permet d’usiner des trous à l’aide de mouvements complets sur 5 axes. C’est le choix idéal pour les trous dont la géométrie est complexe, qui nécessitent une inclinaison de l’outil pour atteindre certaines zones. Vous pouvez définir des limites d’axe et appliquer des angles d’inclinaison minimal et maximal par rapport à l’axe d’outil.
Sélection de trou
Lorsque vous initiez un usinage à 4 ou 5 axes, le système limite automatiquement les trous que vous pouvez sélectionner dans l’onglet « Géométrie ». Ce filtrage est basé sur les paramètres d’axe que vous avez définis dans l’onglet « Multi-axes ». Pour l’usinage 3 axes et polaire, le filtre est plus simple : il limite la sélection aux trous alignés sur l’axe Z.
Sortie de la trajectoire d’outil et limites
Dans le cadre d’un usinage à 4 ou 5 axes, les trajectoires d’outil sont générées sous forme de mouvements détaillés (trajectoires étendues) au lieu de cycles fixes simplifiés. Pour cette raison, la broche et la vitesse d’avance ne sont pas synchronisées, de sorte que des opérations telles que le filetage, le taraudage et le contre-perçage ne sont pas encore prises en charge en mode multi-axes. De plus, certaines options de tri des trajectoires d’outil dépendent de la présence d’un axe Z fixe. Par exemple :
- L’option « Ordre suivant X » ne fonctionne que lorsque l’axe Z est verrouillé. Elle n’est donc disponible qu’en usinage 3 axes et polaire.
- Les limites d’usinage nécessitent également un axe Z fixe, de sorte qu’elles ne sont pas utilisables dans l’usinage à 4 ou 5 axes.