Stratégie de fraisage Parallèle rotatif
Cette fonctionnalité fait partie d'une extension. Les extensions sont une manière flexible d’accéder à des fonctionnalités supplémentaires dans Fusion. En savoir plus.
La stratégie Parallèle rotatif est une opération de finition qui fait appel au 4e axe de la machine-outil pour usiner les pièces pour lesquelles un mouvement rotatif continu est bénéfique. Il est recommandé d’utiliser cette option lors de l’usinage de pièces de révolution ou de toute pièce avec un axe central. La stratégie Parallèle rotatif crée généralement un mouvement de 360°, mais vous pouvez également spécifier une plage angulaire pour usiner une partie limitée de la pièce. Selon la pièce et la machine-outil, choisissez une trajectoire d’outil d’usinage rotatif de style Spirale, Ligne ou Circulaire.
Choix du style de trajectoire d’outil
Le style que vous choisissez dépend du modèle. Dans l’exemple ci-dessous, il y a un grand pas sur la pièce lors de la transition du haut de la bouteille vers son goulot.
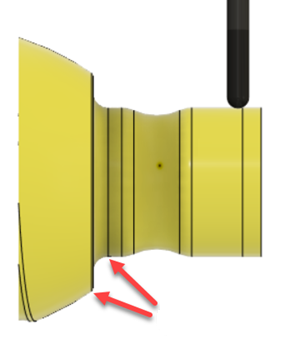
Si vous choisissez une trajectoire d’outil de style Circulaire ou Spirale pour la zone du pas, il est possible que l’outil ne coupe pas la surface du grand pas lorsqu’il se déplace d’une passe d’usinage à une autre. L’outil n’usine pas la surface, car du début à la fin du pas, le modèle traverse une distance inférieure à la distance de recouvrement de l’outil.
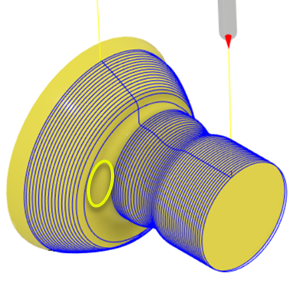
La trajectoire d’outil de style Circulaire ne permet pas d’usiner le pas
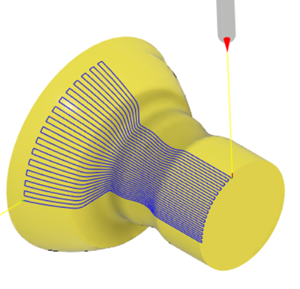
Dans ce scénario, une trajectoire d’outil de style Ligne permet d’obtenir un meilleur résultat.
Spirale
Utilisez une trajectoire d’outil de style Spirale pour usiner la pièce selon une coupe continue. Pour parfaite la finition, un cercle complet est découpé aux deux extrémités. La trajectoire d’outil de style Spirale est adaptée à l’usinage 4 axes simultané, car elle est continue, ce qui permet d’obtenir une finition de surface de meilleure qualité qu’avec le style Circulaire.
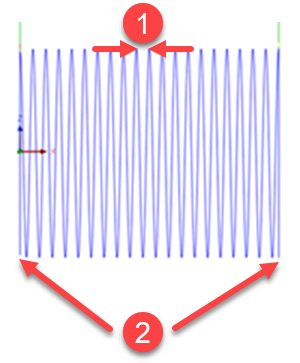
Vue latérale du style Spirale
1 - Distance de recouvrement
2 - Coupe circulaire à deux extrémités avec un style Spirale entre les deux
Ligne
Utilisez la trajectoire d’outil de style Ligne pour déplacer l’outil le long de l’axe rotatif lors des mouvements sur 2 axes. L’axe rotatif est incrémenté sur la courte liaison entre les passes.
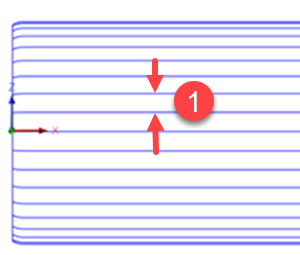
1 - Incrément angulaire
Si la machine-outil ne permet pas l’usinage 4 axes simultané, vous pouvez utiliser la trajectoire d’outil de style Ligne pour l’usinage 3,5 axes. Par exemple, une machine 4 axes utilise trois axes principaux (X, Y et Z) et une table d’indexation (désignée comme étant l’axe A). La table d’indexation sert à positionner la pièce, mais lorsque les axes principaux sont en mouvement, elle ne peut pas pivoter simultanément.
Si la table rotative peut se déplacer simultanément, vous pouvez toujours utiliser la trajectoire d’outil de style Ligne si la table rotative n’offre pas la précision d’indexation dont vous avez besoin. À la fin de chaque passe d’usinage, le style Ligne indexe (petit mouvement angulaire) la table rotative selon la valeur de recouvrement angulaire.
Circulaire
Utilisez la trajectoire d’outil de style Circulaire pour faire pivoter la pièce avec l’outil à une position fixe. Ce style permet d’usiner efficacement une section transversale. L’outil se déplace ensuite de la distance de recouvrement, pour usiner la section transversale suivante. Choisissez le style Circulaire plutôt que le style Spirale si vous ne souhaitez pas usiner à 360° autour de la pièce.
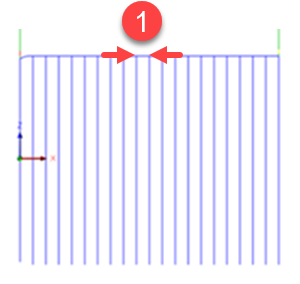
1 - Distance de recouvrement
Correction d’outil
Lorsque vous utilisez un outil de coupe tel qu’une fraise hémisphérique, vous pouvez éviter d’usiner avec le centre de l’outil, car la vitesse de coupe de l’outil au centre est beaucoup plus lente que la vitesse de l’outil sur son arête extérieure.
Si vous usinez avec l’arête de l’outil au lieu de son centre, la durée de vie de l’outil se rallonge et vous obtenez une meilleure finition de surface pour la pièce usinée.