Exemples de code de programme CN – Référence
Voici quelques exemples des types de modifications de code que vous pouvez effectuer à l’aide des paramètres de l’onglet Paramètres. Cette liste n’est pas exhaustive. Seules les modifications de code les plus courantes sont présentées.
Nom/numéro : entrez le nom ou le numéro du programme, selon les exigences de votre contrôle CN. Dans de nombreux contrôles de code G, cette information s’affiche sur la première ligne du programme CN, précédée de la lettre « O ».
Commentaire : entrez une description de la tâche d’usinage. Il peut s’agir d’un numéro de pièce, d’un nom de client ou d’informations spéciales sur le bridage. Il apparaît généralement en tant que commentaire dans les premières lignes du programme CN.
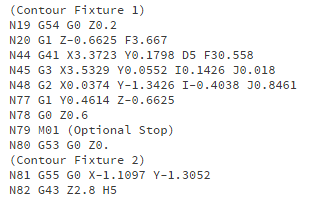
Arrêt facultatif : génère le code machine pour arrêter le mouvement de la machine, en fonction d’une condition définie via le contrôle CNC. Sert à arrêter la machine entre les opérations de trajectoire d’outil pour inspecter la pièce ou l’outil. Voir l’illustration ci-dessous (ligne N79).
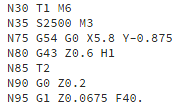
Préchargement (ou superposition) des outils : prépositionne l’outil suivant de façon à ce qu’il soit prêt pour la séquence de changement d’outil. Dans le code ci-dessous, la ligne N30 spécifie un changement d’outil pour l’outil T1, et la ligne N85 précharge/superpose l’outil T2 pour la prochaine opération.
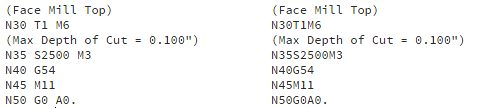
Séparer les mots par un espace : ajoute un espace entre les mots de code CN pour en faciliter la lecture par l’opérateur.
Incrément du numéro de séquence : indique comment les numéros de bloc doivent être incrémentés.
Commence à 10 et augmente de 5 en 5. – Commence à 2 et augmente de 2 en 2.

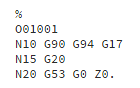
Numéro de séquence de départ : indique le numéro du premier bloc de code dans le programme CN.
Commence à 10 et augmente de 5 en 5. – Commence à 2 et augmente de 2 en 2.
Utiliser les numéros de séquence : indique si les numéros de bloc doivent être utilisés dans le programme CN.
Numéros de séquence activés – Numéros de séquence désactivés

Arcs de rayon : remplace le format d’arc basé sur la définition du centre IJK par un format d’arc dont la définition se base sur la taille du rayon.

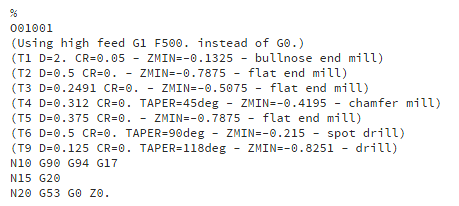
Indiquer la machine : transfère les informations relatives à la machine (qui sont répertoriées dans le post-processeur de la machine) dans le programme CN.
Indiquer la liste d’outils : crée une liste des outils dans le programme CN. Peut inclure des informations telles que le numéro et la taille de l’outil, ou encore les décalages d’outil.