Onglet Post-traiter – Référence
 Paramètres de l’onglet Post-traiter
Paramètres de l’onglet Post-traiter
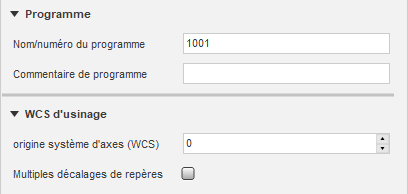
Les paramètres de post-traitement, tels que le nom ou le numéro du programme, le commentaire sur le programme et le décalage de construction, peuvent être fournis dans l’onglet Post-processer.
Le décalage de construction est mappé par la posage du post-processeur à l’indice de table zéro correspondant (par exemple, G54-G59) sur le contrôle CNC. Une valeur de 1 serait normalement configurée de manière à être le premier indice zéro disponible sur le contrôle CNC (par exemple, G54). Le repère et le décalage de construction sont généralement configurés pour correspondre l’un à l’autre, sur une base bi-univoque.
Nom/numéro du programme
Indique le nom ou le numéro du programme. Ce paramètre est mis à la disposition du post-processeur.
Commentaire programme
Indique tout commentaire du programme. Ce paramètre est mis à la disposition du post-processeur.
Origine système d’axes (WCS)
Numéro du système de coordonnées qui pilote les opérations dans cette posage. Le numéro correspond à un code G spécifique, défini par le post-processeur.
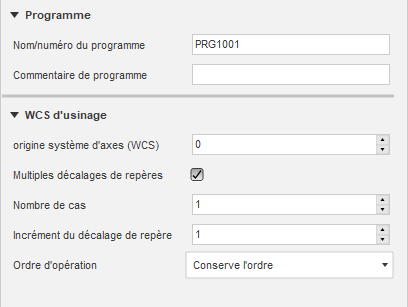
Multiples décalages de repères
Activez cette option pour indiquer que la pièce de travail doit être dupliquée.
Nombre de cas
Indique le nombre de copies de la pièce de travail.
Incrément du décalage de repère
Indique l’incrément de décalage d’usinage appliqué pour la duplication de la pièce de travail.
Ordre des opérations
Indique l’ordre de chaque opération.
- Conserve l’ordre : indique que les fonctions sont usinées dans l’ordre dans lequel elles ont été sélectionnées.
- Tri par opération : indique l’ordre de chaque opération.
- Tri par outil : indique l’ordre des opérations par outil. Par exemple, toutes les opérations qui utilisent une fraise 2 tailles Ø3/4" sont usinées en premier. Ensuite, l’ensemble d’opérations suivant qui utilisent un autre outil identique (une fraise à 2 tailles Ø1/4", par exemple) sont usinées.
Utilisation de plusieurs décalages de construction de posage
Fusion prend en charge la création de motifs de posages complètes à l’aide de la fonction Multiples décalages de repère qui duplique principalement les posages complètes en utilisant différents décalages d’usinage. Cette fonction est généralement utilisée lorsque la position de chaque occurrence n’est pas précisément connue.
Une fois que vous avez activé Origines WCS multiples, vous pouvez spécifier le nombre total d’occurrences et l’incrément de décalage de construction à utiliser. Vous pouvez également choisir l’ordre de la trajectoire d’outil dupliquée (en fonction de la posage, de l’opération ou de l’outil).
Activation de l’option Multiples décalages de repères
Le paramétrage du champ Origine système d’axes (WCS) dépend du post-processeur. Dans ce cas, nous utilisons un post-processeur Fanuc : par conséquent, lorsque vous spécifiez la valeur 1, le premier décalage d’usinage (G54) est utilisé. Le champ suivant correspond au nombre de duplications, dans le cas présent 4 : ainsi, chacun des décalages suivants est incrémenté d’une unité (pour devenir G55, G56 et G57).
Si les posages physiques de chaque occurrence sont régulièrement espacées, il est parfois possible d’utiliser une fonction de réseau normale à la place. Cette approche vous permet de simuler complètement la trajectoire d’outil dupliquée. Toutefois, cette méthode requiert que vous ajoutiez des trajectoires d’outil afin d’aligner le brut pour chaque occurrence.