Ripido e bassa pendenza: riferimenti
Questa lavorazione fa parte di un'estensione. Le estensioni sono un modo flessibile per accedere a funzionalità aggiuntive in Fusion. Ulteriori informazioni.
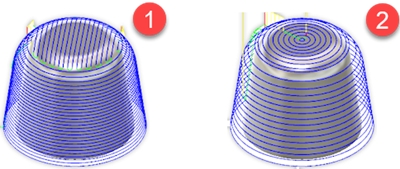
Ripida e bassa pendenza è una strategia di finitura che lavora le aree ripide utilizzando passate di contornatura e le aree a bassa pendenza con passate parallele o Scallop.
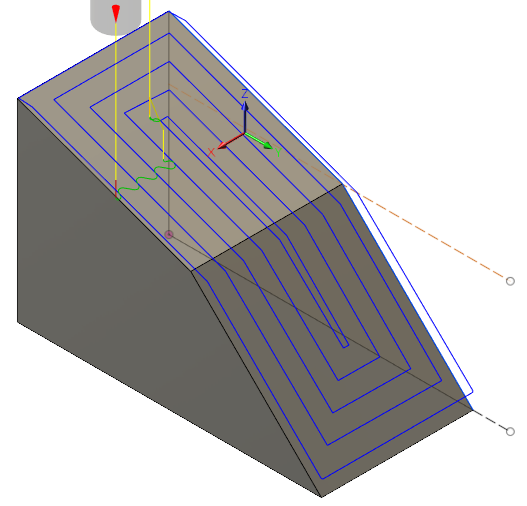
- Passate di contornatura applicate alle aree ripide
- Passaggi smerlati applicati alle aree superficiali
- Percorso utensile ripido e superficiale completo
Utilizzare questa strategia sulle parti la cui geometria è costituita da aree ripide e superficiali, ad esempio su parti con superfici con forma libera 3D.
L'utilizzo di questa strategia consente di risparmiare tempo creando un percorso utensile sia per le aree ripide che per quelle a bassa pendenza e incorpora inoltre una serie di controlli che consentono di lavorare in modo efficiente le aree ripide e a bassa pendenza.
Produzione > Fresatura > 3D > Ripido e bassa pendenza ![]()
Tipi di passaggi superficiali
In Ripida e bassa pendenza, è possibile scegliere tra due tipi di passate da utilizzare per le aree a bassa pendenza:
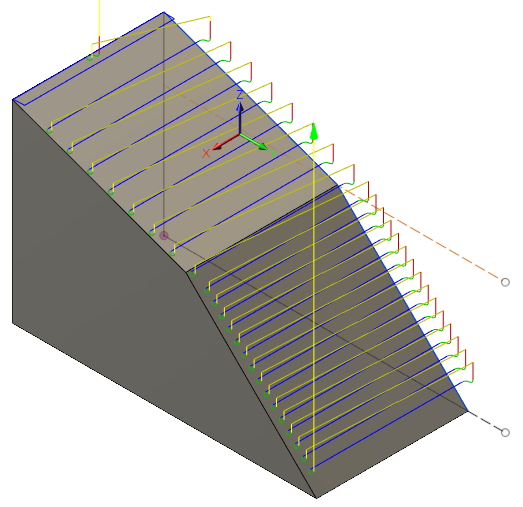
- Le passate parallele vengono eseguite affiancate e in una specifica direzione lungo o attraverso la superficie. Selezionando Parallelo è possibile specificare il passaggio di allontanamento tra l'utensile e le pareti ripide di collegamento per evitare di toccarle o strofinarle.
- Le passate Scallop eseguono l'offset verso l'interno da un profilo interno. Quando si utilizza Scallop, è possibile creare un percorso utensile continuo con meno sollevamenti dell’utensile tra le passate e ottenere quindi una finitura della superficie migliore.
- Passate parallele su un'area a bassa pendenza
- Passaggi di smerlatura su un'area superficiale
Definizione di aree ripide e aree a bassa pendenza del modello
Utilizzare un angolo di soglia, calcolato dal piano orizzontale, per specificare quali aree del modello sono definite come ripide e quali aree sono definite come a bassa pendenza.
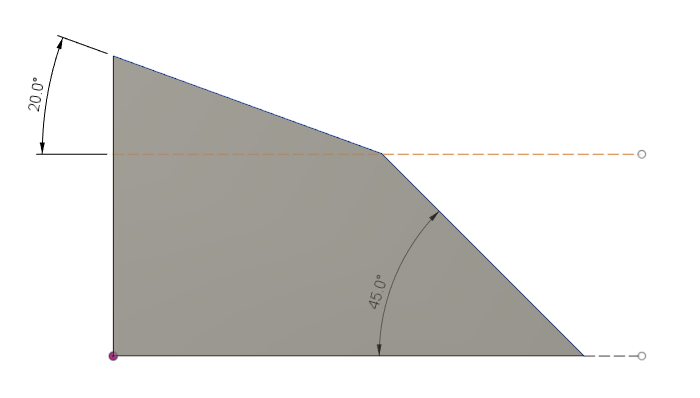
Specificando un angolo di soglia maggiore di 20 gradi ma inferiore a 45 gradi, si definirà l'area con una pendenza di 20 gradi come a bassa pendenza, che verrà pertanto lavorata con passate bassa pendenza.
Per coprire l'area di 20 gradi interamente con passate bassa pendenza, è necessario che l'angolo di soglia sia leggermente maggiore di 20 gradi in modo da tenere conto di eventuali problemi di tolleranza.
Ad esempio, un angolo di soglia di 21 gradi definisce ogni area con una pendenza inferiore a 20 gradi come area a bassa pendenza.
Utilizzando un angolo di soglia di 21 gradi si ottiene:
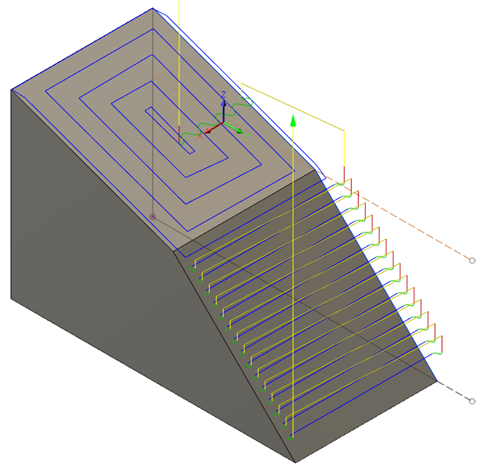
L'area con una pendenza di 45 gradi ha un angolo maggiore del valore Angolo di soglia ed è pertanto definita come area ripida, che viene lavorata con passate di contornatura.
Utilizzando un angolo di soglia di 46 gradi si ottiene:
Poiché le pendenze delle aree sono inferiori all'angolo di soglia, tutte le aree sono definite come aree a bassa pendenza e vengono quindi lavorate con passate Scallop.
Utilizzando un angolo di soglia di 19 gradi si ottiene:
Poiché le pendenze delle aree sono maggiori dell'angolo di soglia, tutte le aree sono definite come aree ripide e vengono quindi lavorate con passate di contornatura.
Miglioramento della finitura della superficie
Utilizzare Distanza di sovrapposizione, Passaggio parete, Offset ammorbiditi, Rimuovere le creste alle giunzioni e Continuo per migliorare la finitura della superficie di una parte.
Distanza di sovrapposizione
Utilizzare Distanza di sovrapposizione per specificare la distanza lungo la quale le passate ripide e a bassa pendenza si estendono e vengono applicate le une sulle altre per applicare un raccordo diffuso tra le due aree e ottenere una migliore finitura della superficie.
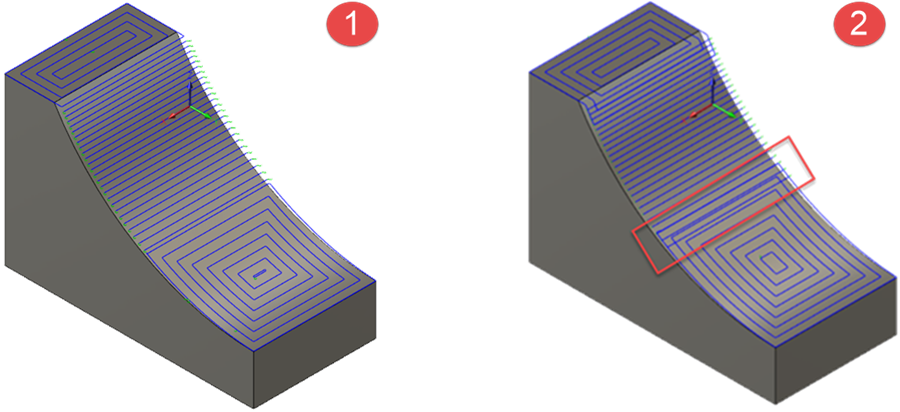
- Strategia Ripida e bassa pendenza applicata senza Distanza di sovrapposizione
- Strategia Ripida e bassa pendenza applicata con una Distanza di sovrapposizione pari a due volte il valore Passo laterale.
Passaggio parete
Quando si lavorano aree a bassa pendenza vicine a pareti ripide, l'utensile o l'albero può sfregare la geometria della parete circostante e causare segni di sosta.
Per ridurre il rischio di segni di sosta e migliorare la finitura della superficie della parte, utilizzare Passaggio parete per specificare la distanza di allontanamento delle passate bassa pendenza da qualsiasi parete ripida vicina.
Questa opzione è disponibile solo quando si utilizzano passate parallele per le aree a bassa pendenza.
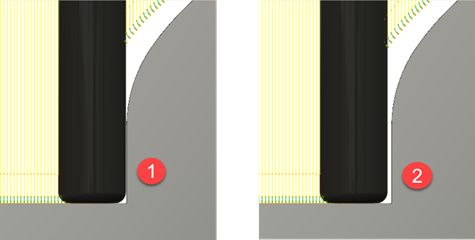
- Passaggio parete di 0 mm
- Passaggio parete uguale al valore Passo laterale (0,3 mm)
Offset ammorbiditi
Quando si utilizzano passate Scallop sopra le aree a bassa pendenza, la geometria del profilo esterno può generare angoli acuti nel percorso utensile mentre esegue l'offset verso l'interno. Gli spigoli acuti possono causare un significativo rallentamento dell'utensile, che modifica le forze assiali, le forze radiali e le condizioni di deflessione sull'utensile e che causa talvolta segni di sosta intorno agli angoli acuti.
Selezionare Offset ammorbiditi per aiutare l'utensile a scorrere più uniformemente sopra la parte, sostituendo qualsiasi giro del percorso utensile in corrispondenza degli angoli acuti con un movimento curvo e più uniforme.
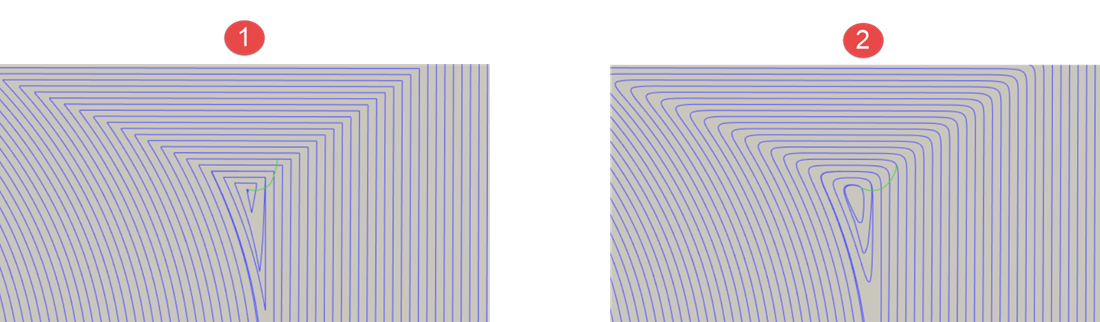
- Offset ammorbiditi (opzione deselezionata)
- Offset ammorbiditi (opzione selezionata)
Rimuovere le creste alle giunzioni
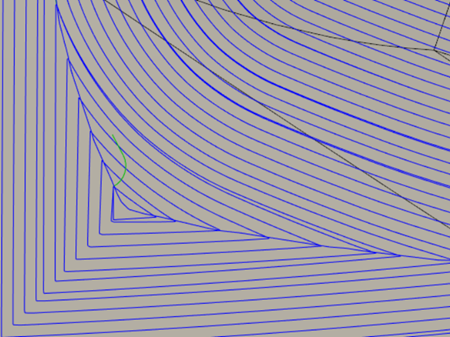
Quando si utilizzano passate Scallop sopra le aree a bassa pendenza, la geometria del profilo esterno può generare angoli acuti nel percorso utensile mentre esegue l'offset verso l'interno. La distanza tra gli apici degli angoli acuti diventa maggiore del valore Passo laterale programmato. A causa della distanza maggiore, il materiale in eccesso viene lasciato indietro sotto forma di creste tra le passate intorno agli apici.
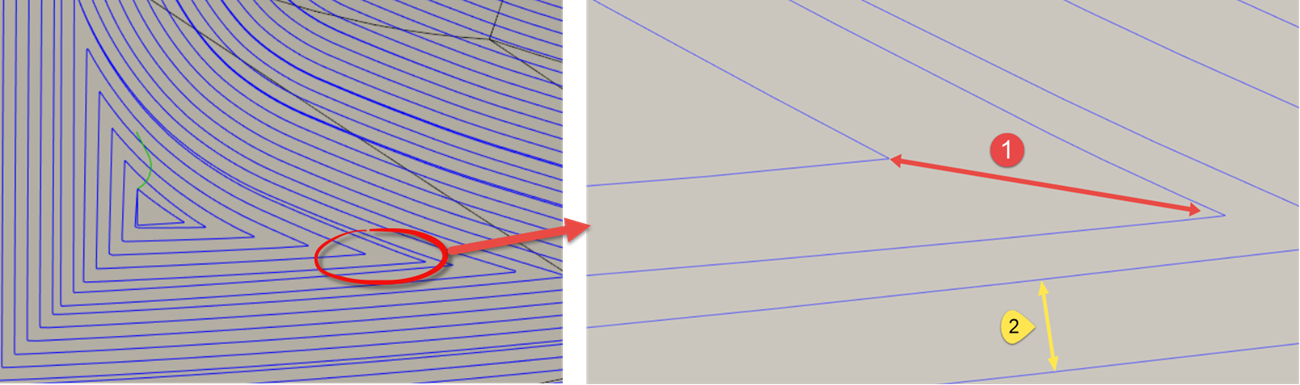
- Distanza passo laterale tra gli apici
- Passo laterale programmato
Utilizzare Rimuovere le creste alle giunzioni per evitare la comparsa di creste e ottenere una migliore finitura della superficie. La selezione di questa opzione crea una passata aggiuntiva che attraversa gli apici allo scopo di rimuovere qualsiasi piccola cresta di materiale restante.
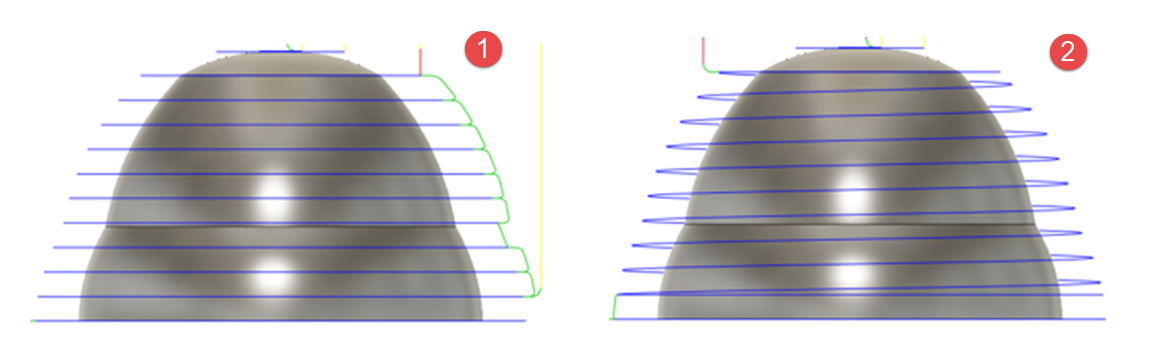
Continuo
Utilizzare Continuo per migliorare la finitura della superficie della parte rimuovendo qualsiasi passo tra passate consecutive nelle aree ripide e bassa pendenza. Ciò si ottiene sostituendo qualsiasi contornatura chiusa del percorso utensile con un percorso utensile continuo a spirale. Ciò minimizza i sollevamenti dell'utensile e riduce i tempi di ciclo.
Per le aree a bassa pendenza, questa opzione è disponibile solo quando si specificano passate Scallop.
Passate bassa pendenza:
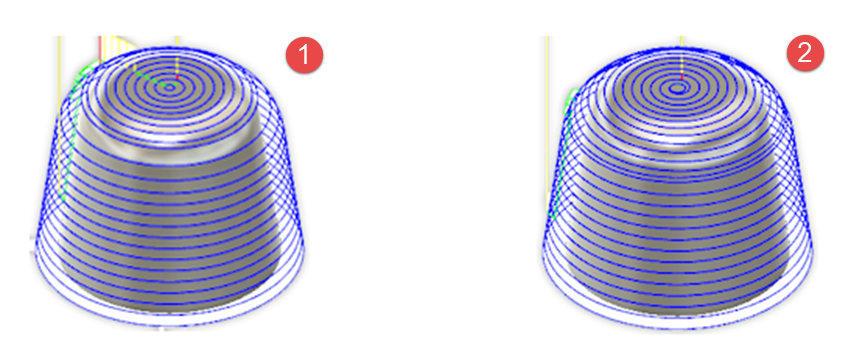
- Continuo (opzione deselezionata)
- Continuo (opzione selezionata)
Passate ripide:
- Continuo (opzione deselezionata)
- Continuo (opzione selezionata)
Riduzione del tempo di lavorazione
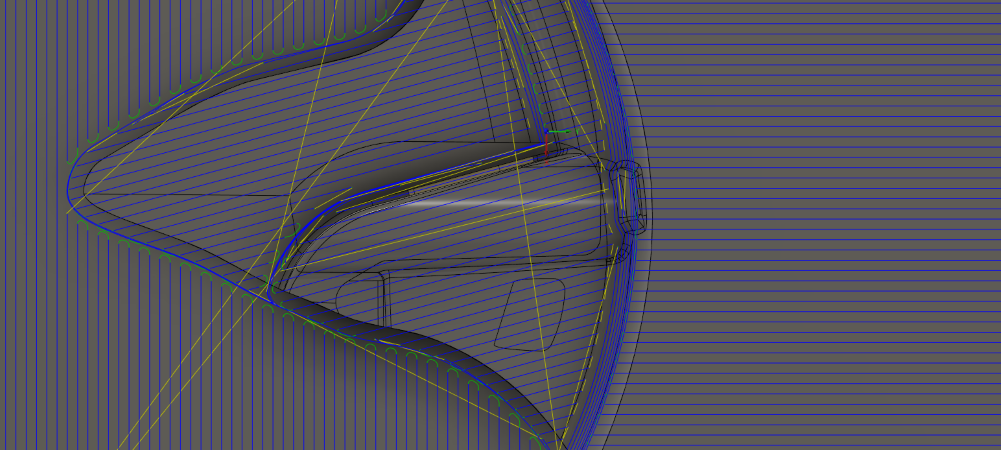
Quando si lavorano aree a bassa pendenza utilizzando passate parallele, la strategia analizza le aree a bassa pendenza sul modello per calcolare l'angolo ottimale da utilizzare per le passate parallele. L'utilizzo di un angolo ottimale riduce la lunghezza del percorso utensile e rende più veloci i tempi di lavorazione.
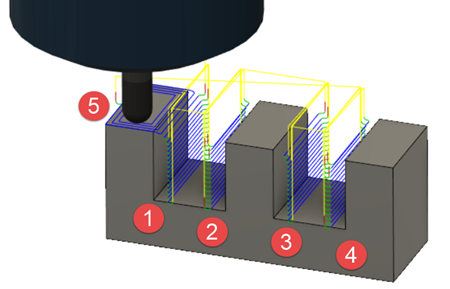
Ordinamento più sicuro per la lavorazione di pareti ripide
Quando si lavora un modello selezionando Prima ripido come priorità:
1 - 4 — Ogni parete ripida viene interamente lavorata prima che l'utensile passi a quella successiva.
5 — Tutte le aree a bassa pendenza vengono lavorate appena le pareti ripide sono state completate.
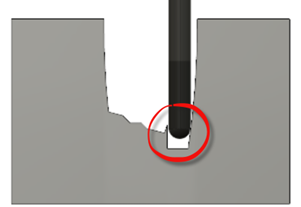
Tuttavia, in alcuni casi, se le precedenti operazioni tra due pareti ripide ha lasciato del materiale grezzo standard residuo irregolare, l'esecuzione di un taglio a una profondità maggiore su solo una delle pareti ripide crea un carico pesante sull'utensile mentre interagisce con il materiale residuo intorno alla stessa. È meglio tagliare alternativamente tra le due pareti ripide per evitare di danneggiare l'utensile.
Massima quantità di materiale residuo viene utilizzata per riordinare il percorso utensile in modo che due pareti ripide tra loro vicine vengano lavorate allo stesso livello Z prima di continuare con il livello Z successivo. Stimare un valore in base alla geometria dell'utensile e alla distanza tra due regioni ripide.
Un valore Massima quantità di materiale residuo di 2 mm non riordina le passate di lavorazione sulle pareti ripide. Ogni parete viene ancora lavorata nella sua interezza prima che l'utensile passi a quella successiva.
Un valore Massima quantità di materiale residuo di 10 mm riordina le passate di lavorazione. Le pareti ripide vicine le une alle altre vengono lavorate allo stesso livello Z prima che si proceda al livello Z successivo per offrire un ordine più sicuro.
Condizioni dell'utensile durante l'avvicinamento e la ritrazione a/da un movimento di taglio
Quando si lavorano superfici orizzontali o a bassa pendenza, è opportuno eseguire l'entrata e l'uscita dell'utensile verticalmente durante un movimento di taglio per evitare di causare problemi di finitura della superficie sulla parte.
Analogamente, quando si lavorano pareti verticali o ripide, è opportuno eseguire l'entrata e l'uscita dell'utensile orizzontalmente durante un movimento di taglio.
Tuttavia, poiché la strategia Ripida e bassa pendenza lavora sia le aree ripide e a bassa pendenza in un'unica strategia, non è possibile utilizzare solo i movimenti dei passi verticali o orizzontali. La strategia Ripida e bassa pendenza utilizza invece i movimenti dei passi che entrano ed escono in/da un movimento di taglio nella direzione che è perpendicolare alla superficie.
Entrare in un movimento di taglio dalla direzione che è perpendicolare alla superficie della parte offre un modo migliore per innestare il materiale grezzo standard all'inizio e alla fine di un movimento di taglio sia per le aree ripide che per quelle superficiali.
Esempio di costruzione di un movimento di entrata nella strategia Ripida e bassa pendenza:
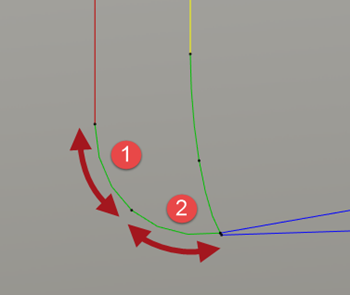
1 - Arco verticale
2 - Arco normale superficiale