Sgrossatura adattiva: riferimenti
Una strategia di lavorazione ad alta velocità (HSM) che rimuove efficacemente ampie aree di materiale.
Produzione > Fresatura > 3D > Sgrossatura adattiva ![]()
Questa funzione è unica perché garantisce un carico utensile massimo in tutte le fasi del ciclo di lavorazione e permette di eseguire tagli in profondità e con il fianco dell'utensile senza rischio di rottura.
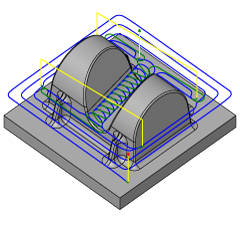
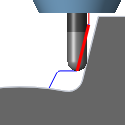
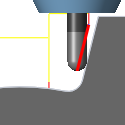
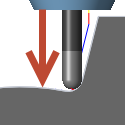
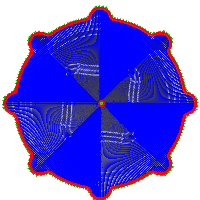
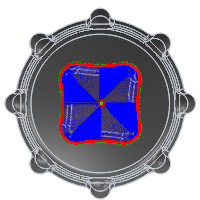
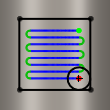
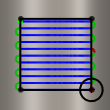
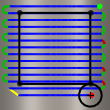
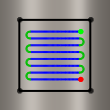
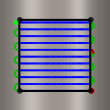
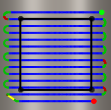
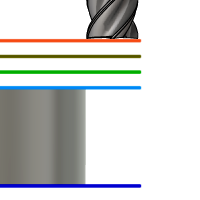
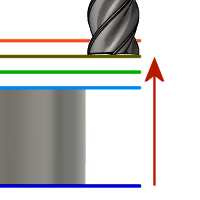
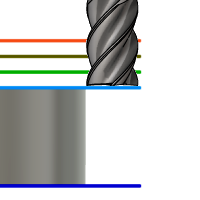
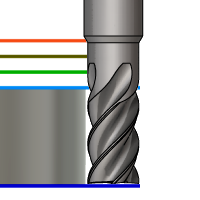
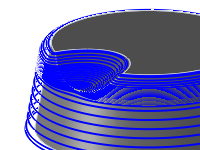
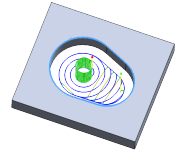
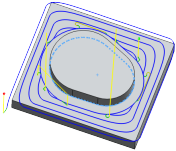
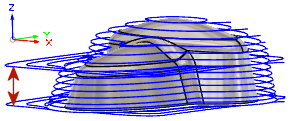
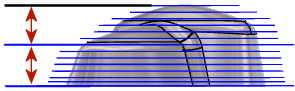
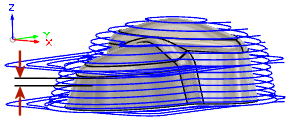
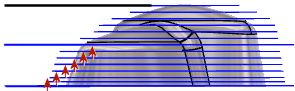
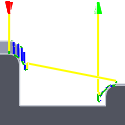
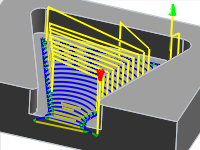
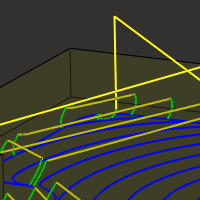
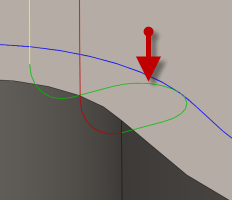
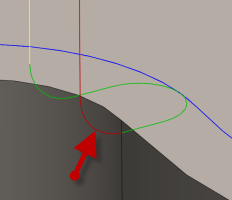
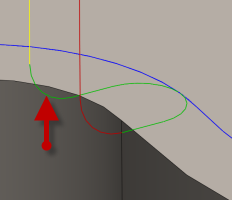
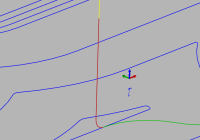
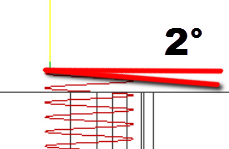
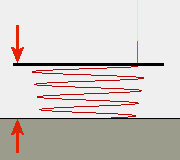
La strategia esegue prima una serie di strati Z costanti attraverso la parte e poi li elimina in fasi dal basso verso l'alto. Dato che il taglio è eseguito in profondità, il primo passo verso il basso di ogni fase dovrebbe corrispondere alla lunghezza di taglio effettiva dell'utensile. Dopodiché, l'eliminazione degli strati intermedi continua fino agli strati più superficiali per massimizzare l'efficienza di utilizzo dell'utensile.
Questa strategia è estremamente efficace per la lavorazione dei core, perché utilizza al massimo effetto la forma del materiale grezzo originale durante la lavorazione dall'esterno verso l'interno, in direzione della forma finita della parte.
Sgrossatura adattiva può inoltre essere utilizzato efficacemente nella lavorazione rimanente, dopo che un utensile più grande ha rimosso la maggior parte del materiale ma è necessario un utensile più piccolo per accedere ai dettagli più fini. Se un precedente percorso utensile è selezionato, questa strategia considera lo stato del materiale grezzo dopo le operazioni di lavorazione selezionate e si limita alle aree non ancora lavorate.
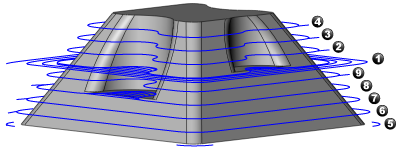
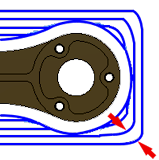
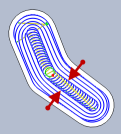
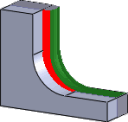
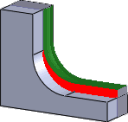
Livelli di retrazione in un percorso utensile Sgrossatura adattiva. I numeri indicano l'ordine di lavorazione dei livelli Z.
Linee guida per le condizioni di taglio
Acciaio
La profondità di taglio può essere uguale alla lunghezza di scanalatura dell'utensile; è possibile utilizzare fino al 20% del diametro utensile per il passaggio laterale.
Acciaio temprato
La profondità di taglio massima può corrispondere alla lunghezza di scanalatura dell'utensile e il passo laterale deve essere limitato al 5% del diametro dell'utensile.
Alluminio
La profondità di taglio raccomandata è di 1,5-2 volte il diametro dell'utensile (fino a massimo la lunghezza della scanalatura). Si consiglia un passo laterale di 30% del diametro dell'utensile, in alcune circostanze, di fino al 50% del diametro dell'utensile.
Questi valori sono per gli utensili di taglio adatti alla sbozzatura. Per gli utensili di taglio con più scanalature, i passi laterali indicati in precedenza devono essere almeno dimezzati.
 Impostazioni della scheda Utensile
Impostazioni della scheda Utensile
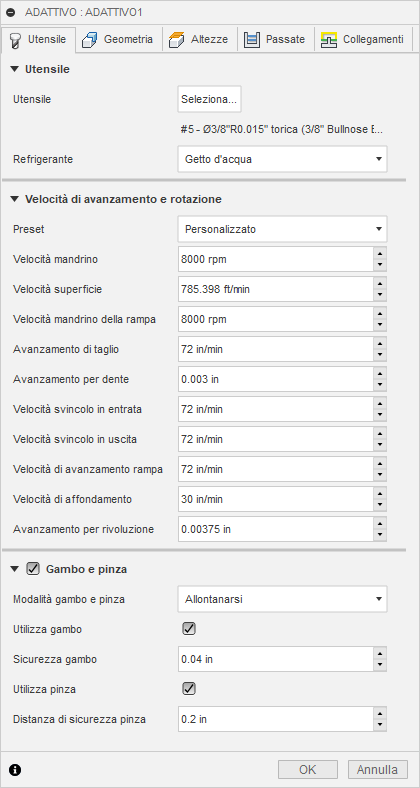
Utensile
Premere Seleziona per accedere alla Libreria utensili. Vedere la documentazione di riferimento della Libreria utensili per ulteriori informazioni sulla selezione degli utensili.
Refrigerante
Selezionare il tipo di refrigerante utilizzato con l'utensile macchina. Non tutti i tipi funzioneranno con tutti i post-processori della macchina.
Velocità e alimentazione
Parametri di taglio Mandrino e Velocità di avanzamento.
- Velocità mandrino: la velocità di rotazione del mandrino espressa in rotazioni al minuto (RPM).
- Velocità superficie: la velocità con cui il materiale si sposta oltre lo spigolo di taglio dell'utensile (SFM o m/min).
- Velocità mandrino in rampa: la velocità di rotazione del mandrino durante l'esecuzione di movimenti di rampa.
- Velocità di avanzamento taglio: velocità di avanzamento utilizzata nei movimenti di taglio regolari. Espressa in pollici/min (IPM) o MM/Min.
- Avanzamento per dente: la velocità di avanzamento taglio espressa come avanzamento per dente (FPT).
- Velocità svincolo in entrata: avanzamento utilizzato quando si entra in un movimento di taglio.
- Velocità svincolo in uscita: avanzamento utilizzato quando si esce da un movimento di taglio.
- Velocità di avanzamento rampa: avanzamento utilizzato quando si effettuano rampe elicoidali nel materiale grezzo.
- Velocità di affondamento: avanzamento utilizzato quando si affonda nel materiale grezzo.
- Avanzamento per rivoluzione: la velocità di affondamento espressa come avanzamento per rivoluzione.
Gambo e pinza
Quando è abilitata, questa opzione fornisce ulteriori controlli per la gestione delle collisioni. È possibile rilevare le collisioni per il gambo e il supporto dell'utensile ed è possibile assegnare loro passaggi separati. Scegliere tra diverse modalità, a seconda della strategia di lavorazione.
Questa funzione aumenta il numero di calcoli che occorre eseguire. Ciò potrebbe influenzare le prestazioni del sistema in progetti molto grandi.
Modalità gambo e pinza
| Disabilitato | Allontanarsi | |
 |
 |
|
| Non viene calcolato per eventuali collisioni gambo/pinza. | Allontana il percorso utensile dal pezzo di lavoro per mantenere una distanza di sicurezza tra il gambo e la pinza. | |
| Ritagliato | Individua la lunghezza dell'utensile | |
 |
 |
|
| Riduce il movimento del taglio per evitare una collisione con la pinza. | L'utensile viene ulteriormente esteso automaticamente fuori dalla pinza per mantenere la distanza di sicurezza specificata tra il gambo e/o la pinza e il pezzo di lavoro. Viene registrato un messaggio che indica di quanto l'utensile viene esteso fuori dal supporto. |
Errore se in collisione: il calcolo del percorso utensile viene interrotto e viene registrato un messaggio di errore quando viene violata la distanza di sicurezza.
Impostazioni
- Utilizza gambo: consente di includere il gambo dell'utensile selezionato nel calcolo del percorso utensile, per evitare collisioni.
- Passaggio gambo: il gambo utensile rimane sempre a questa distanza dalla parte.
- *Utilizza pinza *: consente di includere la pinza dell'utensile selezionato nel calcolo del percorso utensile, per evitare collisioni.
- Passaggio pinza: la pinza utensile rimane sempre a questa distanza dalla parte.
 Impostazioni della scheda Geometria
Impostazioni della scheda Geometria
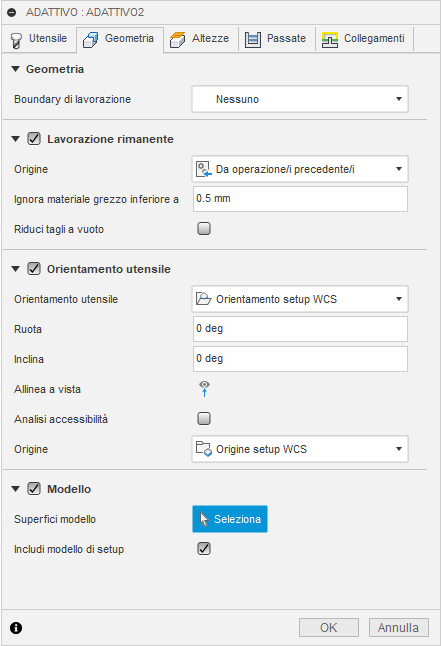
Boundary di lavorazione
Boundary lavorazione specifica come è definita la boundary del percorso utensile. Le seguenti immagini sono mostrate utilizzando un percorso utensile 3D radiale.
| Sagoma | Selezione | |
 |
 |
Modalità boundary:
| Casella di delimitazione | Sagoma | Selezione |
 |
 |
 |
| Definito dalle estensioni rettangolari della parte come visualizzato dalla vista piano utensile WCS (Alto) | Definito dal bordo ombreggiato del profilo della parte come visualizzato dalla vista piano utensile WCS (Alto) | Definito da una selezione che può essere costituita da spigoli del modello o da una boundary di schizzo. |
Nessuno: definito dalle dimensioni del materiale grezzo specificate nel Setup. Non disponibile per tutte le strategie di lavorazione.
Contenimento utensile
Utilizzare il contenimento utensile per controllare la posizione degli utensili in relazione alla boundary o alle boundary selezionate.
| Utensile interno alla boundary | Centro utensile sulla boundary | Utensile esterno alla boundary |
 |
 |
 |
| L'intero utensile rimane dentro la boundary. Di conseguenza, l'intera superficie contenuta dal contorno potrebbe non essere lavorata. | Il contorno limita il centro dello strumento. Questa impostazione assicura che l'intera superficie all'interno del contorno venga lavorata. Tuttavia, anche le aree esterne al contorno o ai contorni potrebbero essere lavorate. | Il percorso utensile viene creato all'interno del contorno, ma il bordo dell'utensile può muoversi sul bordo esterno del contorno. |
Offset aggiuntivo
Un offset aggiuntivo può essere applicato alla boundary/alle boundary selezionate e al contenimento utensile. Un valore positivo esegue l'offset della boundary verso l'esterno, a meno che il contenimento utensile non sia impostato su Interno, nel qual caso un valore positivo esegue l'offset verso l'interno.
Esempi mostrati con Contenimento utensile impostato su Centro utensile sulla boundary.
| Offset negativo | Nessun offset | Offset positivo |
 |
 |
 |
| L'utensile presenta un offset verso l'interno | L'utensile rimane sulla boundary | L'utensile presenta un offset verso l'esterno |
Per garantire che lo spigolo dell'utensile si sovrapponga alla boundary, selezionare il metodo di contenimento utensile Esterno e specificare un piccolo valore positivo.
Per garantire che lo spigolo dell'utensile sia completamente libero dalla boundary, selezionare il metodo di contenimento utensile Interno e specificare un piccolo valore positivo.
Lavorazione rimanente
Limita l'operazione alla sola rimozione del materiale che non è stato rimosso da un utensile o da un'operazione precedente.
Rest è l'acronimo di REmaining STock (Materiale grezzo rimanente).
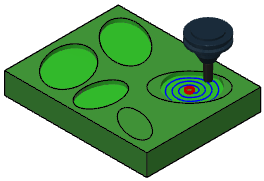
 |
Area da lavorare: tasca visualizzata in verde. Operazione precedente: non tutto il materiale grezzo standard rimanente è rimosso. Lavorazione del materiale rimanente OFF: vengono lavorate tutte le aree. Lavorazione restante abilitata - Vengono lavorate le aree non tagliate in precedenza. |
Origine
Specifica l'origine da cui calcolare la lavorazione del materiale rimanente.
- Da operazione/i precedente/i
- Da file
- Da corpi
- Da materiale grezzo standard di impostazione
Corpi
Selezionare i corpi che rappresentano il grezzo da ripristinare.
File
Specifica il file materiale restante.
Ignora materiale grezzo inferiore a
Specifica la quantità di materiale grezzo da ignorare rispetto alle operazioni precedenti. Si tratta di un valore positivo espresso in unità di distanza. Il parametro consente di evitare la lavorazione di materiale residuo minore.
Orientamento utensile
Permette di modificare l'orientamento degli assi utensile utilizzando una combinazione di orientamento della triade e opzioni di origine.
Il menu a discesa Orientamento utensile fornisce le seguenti opzioni per impostare l'orientamento degli assi della triade X, Y e Z:
- Orientamento modello: utilizza il sistema di coordinate di lavoro (WCS) della parte corrente per l'orientamento dell'utensile.
- Imposta orientamento WCS: utilizza il sistema di coordinate di lavoro (WCS) del setup corrente per l'orientamento dell'utensile.
- Selezionare l'asse/piano Z e l'asse X: selezionare una faccia o un bordo per definire l'asse Z e un'altra faccia o bordo per definire l'asse X. Entrambi gli assi Z e X possono essere invertiti di 180 gradi.
- Selezionare l'asse/piano Z e l'asse Y: selezionare una faccia o un bordo per definire l'asse Z e un'altra faccia o bordo per definire l'asse Y. Entrambi gli assi Z e Y possono essere invertiti di 180 gradi.
- Selezionare gli assi X e Y: selezionare una faccia o un bordo per definire l'asse X e un'altra faccia o bordo per definire l'asse Y. Entrambi gli assi X e Y possono essere invertiti di 180 gradi.
- Seleziona sistema di coordinate: imposta un orientamento specifico dell'utensile per questa operazione da un sistema di coordinate definito dall'utente nel modello. Questa opzione utilizza l'origine e l'orientamento del sistema di coordinate esistente. Utilizzare questa opzione se il modello non contiene un punto e un piano idonei per l'operazione.
- Perpendicolare alla superficie e asse X: la selezione di una superficie curva consente di posizionare l'asse Z perpendicolarmente al punto selezionato e crea una corrispondenza con la X del sistema di coordinate. È possibile invertire l'asse X.
- Perpendicolare alla superficie e asse Y - La selezione di una superficie curva consente di posizionare l'asse Z perpendicolarmente al punto selezionato e crea una corrispondenza con la Y del sistema di coordinate. È possibile invertire l'asse Y.
Inverti X, Inverti Y, Inverti Z: inverte la direzione degli assi.
Asse X, asse Y, asse Z: consente di selezionare lo spigolo che rappresenta la direzione dell'asse.
Tornisci: utilizzare i manipolatori per ruotare il piano X Y selezionato.
Inclina: utilizzare i manipolatori per ruotare l'asse utensile Z.
Allinea a vista: consente di impostare il piano X e Y attraverso la vista attualmente selezionata. La vista corrente rappresenta l'asse Z del nuovo piano.
L'elenco a discesa Origine offre le seguenti opzioni per individuare l'origine della triade:
- Origine setup WCS: utilizza l'origine del sistema di coordinate di lavoro (WCS) del Setup corrente per l'origine dell'utensile.
- Punto di superficie: utilizza il punto di superficie selezionato per l'orientamento dell'utensile.
- Origine modello: utilizza l'origine del sistema di coordinate di lavoro (WCS) della parte corrente per l'origine dell'utensile.
- Punto selezionato: selezionare un vertice o uno spigolo per l'origine della terna.
- Punto sull'ingombro modello: selezionare un punto sul riquadro d'ingombro del modello per l'origine della triade.
- Punto sull'ingombro materiale grezzo: selezionare un punto sulla casella di delimitazione del materiale grezzo per l'origine della terna.
Modello
Abilitare questa opzione per sostituire la geometria del modello (superfici/corpi) definita nell'impostazione.
Includi modello di setup
Abilitato per default, il modello selezionato nel setup è incluso in aggiunta alle superfici del modello selezionate nell'operazione. Se si deseleziona questa casella di controllo, il percorso utensile viene creato solo sulle superfici selezionate nell'operazione.
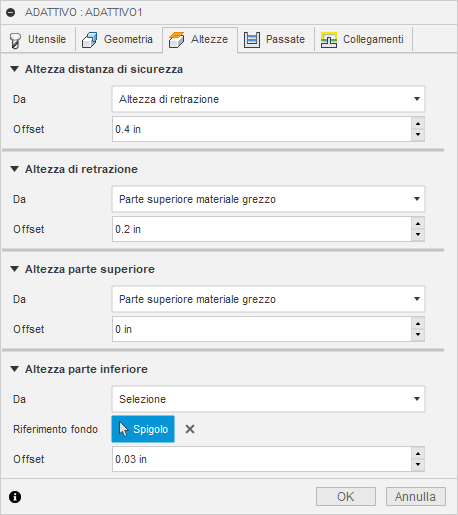
 Impostazioni della scheda Altezze
Impostazioni della scheda Altezze
Altezza passaggio
L'altezza di passaggio è la prima altezza da cui si sposta rapidamente l'utensile nel suo cammino verso l'inizio del percorso utensile.
Altezza passaggio
- Altezza di retrazione: offset incrementale da Altezza di Retrazione.
- Altezza parte superiore: offset incrementale da Altezza parte superiore.
- Altezza parte inferiore: offset incrementale da Altezza parte inferiore.
- Parte superiore modello: offset incrementale da Parte superiore modello.
- Parte inferiore modello: offset incrementale da Parte inferiore modello.
- Parte superiore materiale grezzo: offset incrementale da Parte superiore materiale grezzo.
- Parte inferiore materiale grezzo: offset incrementale da Parte inferiore materiale grezzo.
- Selezione: offset incrementale da un Punto (vertice), Spigolo o Faccia selezionati sul modello.
- Origine (assoluto): offset assoluto da Origine definita in Setup o Orientamento utensile all'interno dell'operazione specifica.
Offset altezza passaggio
L'offset dell'altezza di passaggio viene applicato ed è relativo alla selezione Altezza di passaggio nell'elenco a discesa precedente.
Altezza di Retrazione
Altezza di retrazione consente di impostare l'altezza a cui si sposta l'utensile prima del passaggio di taglio successivo. Il valore di impostazione dell'altezza di retrazione deve superiore ad Altezza di avanzamento e Parte superiore. L'altezza di retrazione viene utilizzata insieme all'offset successivo per stabilire l'altezza.
Altezza di Retrazione
- Altezza passaggio: offset incrementale da Altezza passaggio.
- Altezza parte superiore: offset incrementale da Altezza parte superiore.
- Altezza parte inferiore: offset incrementale da Altezza parte inferiore.
- Parte superiore modello: offset incrementale da Parte superiore modello.
- Parte inferiore modello: offset incrementale da Parte inferiore modello.
- Parte superiore materiale grezzo: offset incrementale da Parte superiore materiale grezzo.
- Parte inferiore materiale grezzo: offset incrementale da Parte inferiore materiale grezzo.
- Selezione: offset incrementale da un Punto (vertice), Spigolo o Faccia selezionati sul modello.
- Origine (assoluto): offset assoluto da Origine definita in Setup o Orientamento utensile all'interno dell'operazione specifica.
Offset altezza di retrazione
Offset altezza di retrazione viene applicato ed è relativo alla selezione Altezza di retrazione nell'elenco a discesa precedente.
Altezza parte superiore
Altezza parte superiore consente di impostare l'altezza che descrive la parte superiore del taglio. Il valore di impostazione di Altezza parte superiore deve essere maggiore di Parte inferiore. Altezza parte superiore viene utilizzata insieme all'offset successivo per stabilire l'altezza
Altezza parte superiore
- Altezza passaggio: offset incrementale da Altezza passaggio.
- Altezza di retrazione: offset incrementale da Altezza di Retrazione.
- Altezza parte inferiore: offset incrementale da Altezza parte inferiore.
- Parte superiore modello: offset incrementale da Parte superiore modello.
- Parte inferiore modello: offset incrementale da Parte inferiore modello.
- Parte superiore materiale grezzo: offset incrementale da Parte superiore materiale grezzo.
- Parte inferiore materiale grezzo: offset incrementale da Parte inferiore materiale grezzo.
- Selezione: offset incrementale da un Punto (vertice), Spigolo o Faccia selezionati sul modello.
- Origine (assoluto): offset assoluto da Origine definita in Setup o Orientamento utensile all'interno dell'operazione specifica.
Offset parte superiore
Offset parte superiore viene applicato ed è relativo alla selezione Altezza parte superiore nell'elenco a discesa precedente.
Altezza parte inferiore
Altezza parte inferiore determina l'altezza/profondità di lavorazione finale e la profondità minima a cui l'utensile scende nel grezzo. Il valore di impostazione di Altezza parte inferiore deve essere inferiore a Parte superiore. Altezza parte inferiore viene utilizzata insieme all'offset successivo per stabilire l'altezza effettiva.
Altezza parte inferiore
- Altezza passaggio: offset incrementale da Altezza passaggio.
- Altezza di retrazione: offset incrementale da Altezza di Retrazione.
- Altezza parte superiore: offset incrementale da Altezza parte superiore.
- Parte superiore modello: offset incrementale da Parte superiore modello.
- Parte inferiore modello: offset incrementale da Parte inferiore modello.
- Parte superiore materiale grezzo: offset incrementale da Parte superiore materiale grezzo.
- Parte inferiore materiale grezzo: offset incrementale da Parte inferiore materiale grezzo.
- Selezione: offset incrementale da un Punto (vertice), Spigolo o Faccia selezionati sul modello.
- Origine (assoluto): offset assoluto da Origine definita in Setup o Orientamento utensile all'interno dell'operazione specifica.
Offset parte inferiore
Offset parte inferiore viene applicato ed è relativo alla selezione Altezza parte inferiore nell'elenco a discesa precedente.
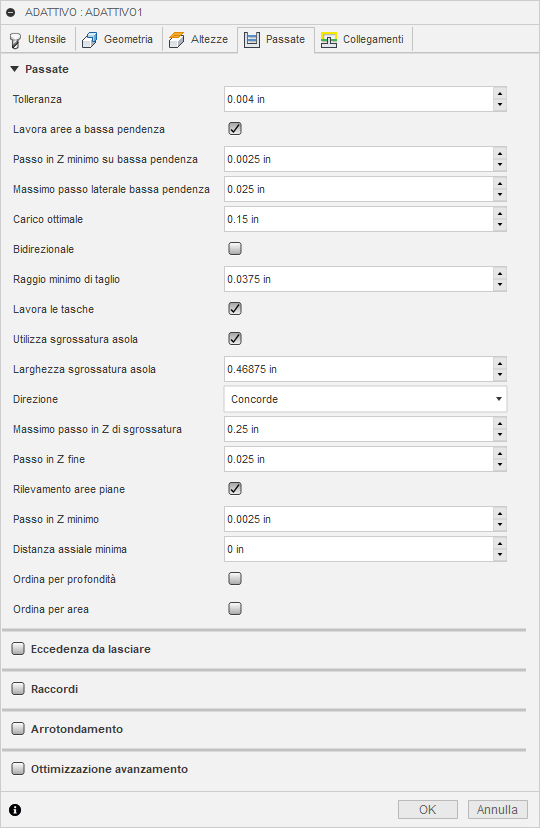
 Impostazioni della scheda Passate
Impostazioni della scheda Passate
Tolleranza
La tolleranza di lavorazione è la somma delle tolleranze utilizzate per la generazione del percorso strumenti e la triangolazione della geometria. Eventuali tolleranze di filtraggio aggiuntive devono essere aggiunte a questa tolleranza per ottenere la tolleranza totale.
 |
 |
| Tolleranza ampia 0,1 | Tolleranza stretta 0,001 |
Il movimento di creazione di contorni della macchina CNC è controllato mediante i comandi G1 linea e G2 G3 arco. Per adattarsi a ciò, Fusion approssima i percorsi utensili curve e superfici linearizzandoli; creando molti segmenti di linea brevi per approssimare la forma desiderata. La precisione con cui il percorso utensile corrisponde alla forma desiderata dipende in gran parte dal numero di linee utilizzate. Un numero maggiore di linee si traduce in un percorso utensile che è più simile alla forma nominale della curva o della superficie.
Esaurimento dati
Si è tentati di utilizzare sempre tolleranze molto strette, ma ci sono compromessi che includono tempi di calcolo del percorso utensile più lunghi, file G-Code di grandi dimensioni e movimenti di linea molto brevi. I primi due aspetti non rappresentano un grosso problema perché Fusion esegue i calcoli molto rapidamente e la maggior parte dei controlli moderni dispone di almeno 1 MB di RAM. Tuttavia, i movimenti lineari brevi, associati ad elevate velocità di alimentazione, possono causare un fenomeno noto come esaurimento dei dati.
L'esaurimento dei dati si verifica quando il numero di dati ricevuti dal controllo è così elevato che non è più in grado di gestirli. I controlli CNC possono elaborare solo un numero finito di linee di codice (blocchi) per secondo. Questo può essere un minimo di 40 blocchi/secondo su macchine più vecchie e 1.000 blocchi/secondo o più su macchine più recenti, come il controllo di automazione Haas. Movimenti di linea brevi ed elevate velocità di avanzamento possono forzare la velocità di elaborazione oltre quella che il controllo è in grado di gestire. Quando ciò si verifica, la macchina deve fermarsi dopo ogni movimento e attendere di ricevere il successivo comando servomotore dal controllo.
Lavora aree superficiali
Consente di specificare che i livelli Z aggiuntivi devono essere tagliati nelle aree a bassa pendenza. Le due immagini di sotto vengono mostrate con Contornatura 3D.
| Disabilitato | Abilitato | |
 |
 |
Stepdown superficiale minimo
Questo parametro controlla lo stepdown minimo consentito tra i livelli Z aggiuntivi. Ha la precedenza sul parametro Stepover superficiale massimo.
Passo laterale massimo di bassa pendenza
Questo parametro controlla lo stepover utilizzato per rilevare le aree in cui è necessario inserire livelli Z aggiuntivi. Se lo stepover normale determina uno stepover superiore a questo valore, vengono inseriti livelli aggiuntivi fino a raggiungere lo stepover o lo stepover minimo.
Carico ottimale
La quantità massima di innesto che il percorso utensile adattivo deve mantenere. Può essere considerato il valore di stepover, ma la lavorazione ad alta velocità adattiva varierà lo stepover per ridurre il sovraccarico dell'utensile.
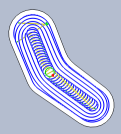
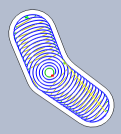
I percorsi utensile tasca tradizionali possono sovraccaricare l'utensile. Lo svuotamento adattivo si traduce in una rimozione del materiale più rapida del 40%, consentendo di eseguire tagli di profondità più lunghi senza problemi. Lavorazione ad alta velocità - HSM, Adattiva consente di eliminare i picchi di innesto dell'utensile che potrebbero rompere gli utensili di taglio.
 |
 |
 |
| HSM adattiva | Lavorazione adattiva ad alta velocità - Svuotamento del percorso utensile | Tasca tradizionale - Svuotamento del percorso utensile |
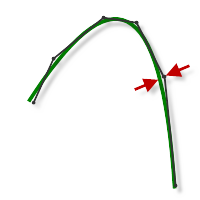
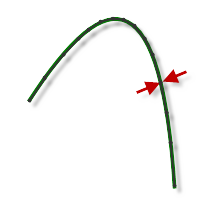
Raggio di taglio minimo
Definisce il raggio minimo del percorso utensile da generare in un angolo acuto. Raggio di taglio minimo crea un raccordo diffuso a livello di tutti gli angoli acuti interni.
Forzare l'utensile in un angolo a spigolo o in un angolo dove il raggio è uguale al raggio dell'utensile può creare vibrazioni e distorcere la finitura superficiale.
 |
 |
|
| Imposta su zero: il percorso utensile viene forzato in tutti gli angoli acuti interni. | Imposta su 0,07 poll.: il percorso utensile avrà un raccordo diffuso con un raggio di 0,07 pollici in tutti gli angoli acuti. |
Matrici computer
Se abilitata, la strategia si introduce nelle tasche e le lavora.
Se è disabilitata, la strategia esegue la lavorazione solo dall'esterno verso l'interno lasciando le tasche non lavorate.
| Abilitato | Disabilitato | |
 |
 |
|
| Le cavità verranno lavorate. | Le cavità verranno ignorate. |
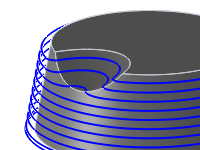
Utilizza gioco asola
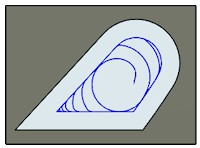
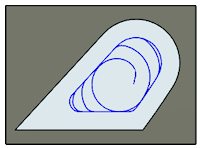
Abilitare questa impostazione per iniziare lo svuotamento della tasca con un'asola lungo la parte centrale, prima di continuare con un movimento a spirale verso la parete della tasca stessa. Questa lavorazione può essere utilizzata per ridurre il movimento di collegamento a livello degli angoli per alcune tasche.
| Abilitato | Disabilitato | |
 |
 |
Larghezza gioco asola
La larghezza dell'asola di sgrossatura iniziale lungo la parte centrale della tasca prima di procedere con un movimento a spirale verso la parete della tasca.
Larghezza sgrossatura asola
Direzione
L'opzione Direzione consente di controllare se Fusion deve tentare di mantenere la fresatura concorde o discorde. In funzione della geometria, non è sempre possibile mantenere la fresatura concorde o discorde per tutto il percorso utensile.
 |
 |
 |
| 1 - Taglio concorde 2 - Taglio discorde 3 - Bidirezionale |
Taglio concorde | Taglio convenzionale |
Stepdown massimo di sbozzatura
Specifica la distanza per lo stepdown massimo tra livelli Z. Lo stepdown massimo viene applicato alla profondità massima, meno le quantità del materiale grezzo standard restante e dei passaggi di finitura.
 |
 |
- Il passaggio finale deve essere inferiore allo stepdown massimo.
- Visualizzato senza lo stepdown di finitura.
Stepdown di precisione
Specifica i passi intermedi più fini, eseguiti per uniformare i passaggi di sgrossatura. Questi passi più piccoli vengono eseguiti tra i passi in Z massimi di sgrossatura più grandi, per uniformare la parte più vicina alle dimensioni finali. Nonostante il suo nome, questo è in realtà un passo in avanti nella direzione dell'asse dell'utensile.
 |
 |
| Distanza passo fine. | Passi fini, spostandosi in alto lungo il profilo della parte. |
Rilevamento aree piane
Quando questa opzione è abilitata, la strategia tenta di rilevare le altezze delle aree piane e dei picchi e di eseguire la lavorazione a questi livelli. Consente l'input per il minimo innesto.
Se l'opzione è disabilitata, la strategia esegue la lavorazione esattamente allo stepdown specificato.
Passo in Z minimo: il passo in Z minimo consentito su un'area piana.
Innesto assiale minimo: abilitare questa opzione per avere la certezza che almeno una scanalatura sia costantemente innestata mentre ruota durante le fasi intermedie, in modo da evitare vibrazioni e ridurre l'usura dell'utensile.
Ordina per profondità
Quando questa opzione è abilitata, i tagli di più contornature o cavità vengono ordinati in base al livello Z.
 |
 |
|
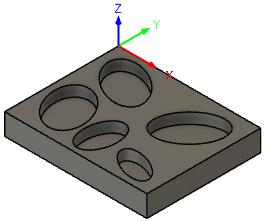
| Modello con più selezioni cavità |
Tutte le cavità taglio da livello Z |
Ordina per area
Quando questa opzione è abilitata, tutti i tagli di profondità per ciascuna contornatura o cavità vengono completati prima di passare al successivo.
|
 |
|
| Modello con più selezioni cavità |
Completare la prima contornatura o cavità prima di passare alla successiva |
Eccedenza da lasciare
Un valore sovrametallo positivo lascia materiale per le successive operazioni di sgrossatura o finitura. Le operazioni di sgrossatura lasciano in genere una piccola quantità di materiale per un taglio di finitura di precisione.
Un valore sovrametallo negativo rimuove materiale oltre la superficie o la boundary della parte. Questa tecnica viene spesso utilizzata nella Lavorazione elettrodi per consentire uno spinterometro o per soddisfare i requisiti di tolleranza di una parte.
Un valore zero (0,0) di quantità di materiale grezzo rimuove tutto il materiale in eccesso fino alla geometria selezionata.
| Positiva | Nessun grezzo | Negativa |
 |
 |
 |
Sovrametallo radiale da lasciare (parete)
Il parametro Sovrametallo radiale controlla la quantità di materiale da lasciare nella direzione radiale (perpendicolare all'asse dell'utensile), ad es. a lato dell'utensile.
Sovrametallo assiale (piano) da lasciare
Il parametro Sovrametallo assiale controlla la quantità di materiale da lasciare nella direzione assiale (lungo l'asse Z), ossia nella parte inferiore dell'utensile.
| Materiale grezzo Radiale - Parete | Radiale e assiale | Materiale grezzo Assiale - Pavimento |
 |
 |
 |
Per le superfici che non sono esattamente verticali, Fusion esegue l'interpolazione tra il valore dell'eccedenza da lasciare assiale (pavimento) e il valore dell'eccedenza da lasciare radiale (parete). Il materiale grezzo lasciato nella direzione radiale su queste superfici potrebbe quindi essere diverso dal valore specificato, a seconda dell'inclinazione della superficie e del valore dell'eccedenza da lasciare assiale.
Se si modifica l'eccedenza da lasciare radiale, l'eccedenza da lasciare assiale viene impostata automaticamente sulla stessa quantità, a meno che non venga specificata manualmente.
Quando si utilizza un utensile sferico o raggiato, il sovrametallo assiale da lasciare negativo deve essere inferiore o uguale al raggio in punta dell'utensile selezionato.
Raccordi
Consente di immettere un raggio del raccordo.
Raggio raccordo
Consente di specificare un raggio del raccordo.
Arrotondamento
Uniforma il percorso strumenti rimuovendo punti eccessivi e adattando gli archi ove possibile all'interno della tolleranza di filtraggio specificata.
 |
 |
| Ammorbidimento - Off | Uniformazione on |
L'uniformazione viene utilizzata per ridurre le dimensioni del codice senza sacrificare la precisione. L'ammorbidimento opera sostituendo linee collineari con un'unica linea e archi tangenti per sostituire più linee nelle aree curve.
Gli effetti dell'ammorbidimento possono essere notevoli. Le dimensioni del file G-Code possono essere ridotte del 50% o più. L'esecuzione della macchina risulta più rapida e uniforme, migliorando la qualità della superficie. La quantità di riduzione del codice dipende da quanto il percorso strumenti si presta all'uniformazione. I percorsi strumenti che si trovano principalmente in un piano maggiore (XY, XZ, YZ), come i percorsi paralleli, vengono filtrati in maniera significativa. Gli altri, come Smerlato 3D, vengono ridotti in misura minore.
Tolleranza di arrotondamento
Specifica la tolleranza del filtro di arrotondamento.
L'uniformazione funziona meglio quando la tolleranza (la precisione con cui viene generato il percorso linearizzato originale) è pari o superiore alla tolleranza di uniformazione (adattamento arco linea).
Ottimizzazione alimentazione
Specifica che l'avanzamento deve essere ridotto in corrispondenza degli angoli.
Modifica direzionale massima: specifica la massima variazione angolare consentita prima della riduzione della velocità di avanzamento.
Raggio di avanzamento ridotto: specifica il raggio minimo consentito prima che l'avanzamento venga ridotto.
Distanza di avanzamento ridotta: specifica a quale distanza ridurre l'avanzamento prima di un angolo.
Velocità di avanzamento ridotta: specifica la velocità di avanzamento ridotta da utilizzare in corrispondenza degli spigoli.
Solo angoli interni: consente di ridurre la velocità di avanzamento solo sugli angoli interni.
 Impostazioni della scheda Collegamento
Impostazioni della scheda Collegamento
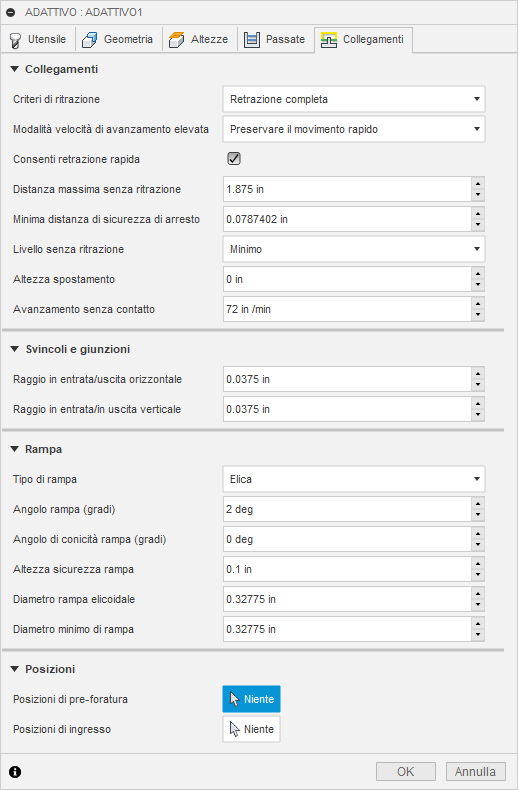
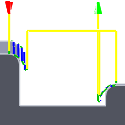
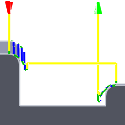
Criteri di retrazione
Controlla in che modo l'utensile si sposta tra passaggi di taglio. Le immagini mostrate di seguito si riferiscono alla strategia Flusso.
Retrazione completa: retrae completamente l'utensile all'altezza di retrazione alla fine del passaggio prima di spostarsi sopra l'inizio del passaggio successivo.
Retrazione minima: si sposta direttamente fino all'altezza più bassa dove l'utensile lavorerà il pezzo, oltre a qualsiasi distanza di sicurezza.
Percorso più breve: sposta l'utensile alla distanza più breve possibile in linea retta tra i percorsi.
| Retrazione completa | Ritrazione minima | Percorso più breve |
 |
 |
 |
Per le macchine CNC che non supportano movimenti rapidi linearizzati, il post-processore può essere modificato per convertire tutti i movimenti G0 in movimenti G1 ad elevata alimentazione. Contattare il supporto tecnico per ulteriori informazioni o istruzioni su come modificare i post-processori come descritto.
Modalità Velocità di alimentazione elevata
Specifica quando i movimenti rapidi devono essere trasmessi ed elaborati come veri rapidi (G0) e quando devono essere espressi come movimenti ad elevata velocità di avanzamento (G1).
- Preservare il movimento rapido: tutti i movimenti rapidi vengono mantenuti.
- Preservare il movimento rapido assiale e radiale: solo i movimenti rapidi orizzontali (radiali) o verticali (assiali) vengono trasmessi ed elaborati come veri movimenti rapidi.
- Preservare il movimento rapido assiale e radiale: solo movimenti rapidi che si spostano verticalmente.
- Preservare il movimento rapido radiale: solo movimenti rapidi che si spostano orizzontalmente.
- Preservare il movimento rapido ad un asse singolo: applicato ai soli movimenti rapidi lungo un asse (X, Y o Z).
- Utilizzare sempre l'alto avanzamento: esprime movimenti rapidi come movimenti G01 (movimenti ad elevata velocità di avanzamento) anziché movimenti rapidi (G0)
Questo parametro è in genere impostato per evitare collisioni nei rapidi su macchine che eseguono movimenti "dogleg" in rapido.
Velocità di alimentazione elevata
La velocità di alimentazione da utilizzare per i movimenti rapidi viene trasmessa ed elaborata come G1 anziché come G0.
Consenti ritrazione rapida
Quando questa opzione è abilitata, le ritrazioni vengono effettuate come movimenti rapidi (G0). Disabilitare per forzare le ritrazioni alla velocità di alimentazione in uscita.
Distanza massima di stay-down
Specifica la distanza massima consentita per gli spostamenti di stay-down.
 |
 |
|
| Senza retrazione massima di 1 pollice | Distanza massima di stay-down di 2 pollici |
Minimo passaggio di arresto
Consente di specificare il passaggio radiale minimo per i movimenti di arresto.
Livello di stay-down
Utilizzare questa impostazione per controllare quando effettuare un'operazione senza retrazione anziché una retrazione durante l'aggiramento degli ostacoli. In genere, è preferibile che la strategia adattiva preveda un maggiore ricorso alla distanza senza retrazione se la CNC effettua delle retrazioni lente a fronte di movimenti ad elevata velocità di avanzamento. In questi casi, aumentare il valore del livello nel menu a discesa Livello senza retrazione. I valori aumentano di incrementi del 10% con l'impostazione Minimo a 0% e l'impostazione Massimo a 100%.
Altezza sollevamento
Specifica la distanza di sollevamento durante i movimenti di riposizionamento.
 |
 |
|
| Altezza sollevamento 0 | Altezza sollevamento 0,1 poll. |
Velocità di alimentazione senza innesto
Specifica la velocità di alimentazione utilizzata per i movimenti in cui lo strumento non è innestato sul materiale ma non è neanche ritratto.
Passi e transizioni
Questi parametri controllano il modo in cui il percorso utensile condurrà in entrata e in uscita dai tagli del percorso utensile. Si tratta di una combinazione di movimento circolare e talvolta lineare.
Movimenti in entrata e in uscita orizzontali
| Raggio in entrata orizzontale | Raggio in uscita orizzontale | |
 |
 |
|
| Il raggio per ammorbidire l'entrata nel percorso utensile. | Il raggio per ammorbidire l'uscita dal percorso utensile. |
Raggio in entrata/in uscita verticale
| Raggio in entrata verticale | Raggio in uscita verticale | |
 |
 |
|
| Il raggio dell'arco verticale per ammorbidire l'entrata nel percorso utensile. | Il raggio dell'arco verticale per ammorbidire l'uscita dal percorso utensile. |
Tipo di rampa
Specifica il modo in cui lo strumento di taglio entra nella parte per ogni taglio di profondità.
| Pre-foratura | Stantuffo | Elica |
 |
 |
 |
Angolo di rampa (gradi)
Specifica l'angolo di rampa massimo dell'elica durante il taglio.
Angolo di rastremazione rampa
Crea una voce ad elica conica nella parte. Ottimo per la rimozione dei trucioli.
Passo in Z massimo rampa
Specifica lo stepdown massimo per ciascuna rivoluzione sul profilo di rampa. Questo parametro consente di vincolare il carico dello strumento quando si eseguono tagli a larghezza intera durante la rampa.
Altezza passaggio rampa
L'altezza al di sopra del materiale grezzo in cui l'elica inizia il suo movimento di rampa.
Diametro rampa elicoidale
Il diametro massimo da utilizzare per l'ingresso elicoidale nella cavità.
Un valore ottimale causa la sovrapposizione dell'utensile con il suo centro, pur continuando a creare il foro elicoidale massimo per l'ingresso nella cavità. L'obiettivo è una buona evacuazione dei trucioli. Se il valore è maggiore del diametro dell'utensile, può lasciare una bugna nel centro dell'elica.
 |
 |
|
| Valore di 1,8 x il diametro | Valore di 0,8 x il diametro |
Diametro minimo di rampa
Il diametro di rampa elicoidale più piccolo accettabile.
Questo valore deve sempre essere inferiore al diametro rampa elicoidale, in modo che il sistema possa calcolare un intervallo che si adatto alla tasca o al canale disponibili. Diametri più piccoli possono ridurre l'evacuazione dei trucioli, creare movimenti a scatto della macchina e causare la rottura dell'utensile.
Posizioni di pre-foratura
Consente di selezionare i punti di pre-foratura che forniscono passaggio all'utensile di taglio che entra nel materiale.
Posizioni di ingresso
Selezionare la geometria vicino alla posizione in cui deve entrare l'utensile.