Foratura: riferimenti
Produzione > Fresatura o Tornitura > Foratura ![]()
Foratura è un'attività di lavorazione comune per la creazione di fori nel pezzo di lavoro. Questa funzione attiverà in genere i cicli fissi dei controlli CNC. Questi cicli incorporano il movimento comune utilizzato per un'attività di lavorazione foro specifica. Di solito sono disponibili cicli fissi per la foratura di base, la foratura profonda, la lamatura, l'alesatura e la maschiatura. L'output del ciclo fisso nel codice finale dipende dal post-processore e dalle funzionalità delle macchine.
Questi sono i tipi di movimenti di foratura che è possibile eseguire con questo percorso utensile:
- Foratura: foratura in stile G81 con uscita rapida.
- Lamatura: foratura in stile G82 con sosta nella parte inferiore e uscita rapida.
- Rottura truciolo: rottura truciolo con foratura a incrementi e retrazioni parziali tra peck.
- Foratura profonda: foratura profonda con incrementi e retrazione completa tra i peck.
- Guida foratura profonda - Foratura con punta a cannone: foratura profonda che produce un foro circolare con un diametro di precisione. Utile per fori dritti e profondi in diversi materiali.
- Maschiatura: maschiatura (G84/G74). La velocità e l'avanzamento del mandrino sono sincrone.
- Maschiatura con rompitruciolo: maschiatura con rottura truciolo.
- Spaccatura: consente di ridurre avanzamento e velocità prima oltrepassare un foro.
- Alesaggio: alesaggio (stile G85) con avanzamento in uscita.
- Alesatura: alesatura con sosta nella parte inferiore e avanzamento in uscita.
- Interrompi alesatura: alesatura (stile G86) con arresto del mandrino nella parte inferiore e uscita rapida.
- Alesatura di precisione: alesatura di precisione con allontanamento dal lato del foro.
- Alesatura posteriore: alesatura dal retro.
- Fresatura tasca circolare: fresatura delle tasche circolare.
- Fresatura a fori: fresatura a fori.
- Fresa conica: fresa conica.
- Punto di indagine: consente di misurare una lavorazione sulla parte mediante un utensile di ispezione oppure utilizzando le macro della macchina per definire il WCS. A seconda della macchina, potrebbe essere necessaria una personalizzazione del post-processore.
Sono necessarie ulteriori informazioni su questi cicli fissi?
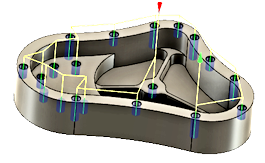
La geometria di input per questi cicli può essere selezionata direttamente dalle lavorazioni della geometria della parte e, coerentemente con altre operazioni 2D, è possibile anche selezionare la geometria di input (ad esempio i punti centrali degli archi).
Quando si utilizzano modelli solidi, il modo più semplice per usare la foratura è selezionare le facce cilindriche dei fori. Ciò imposta automaticamente la corretta altezza del materiale grezzo standard e la profondità per ciascun foro. La foratura riconoscerà i fori con altezze e profondità di inizio diverse, per creare un'unica operazione di foratura. Si noti che per le foratura da facce cilindriche, è disponibile l'opzione Seleziona lo stesso diametro. Ciò consente una selezione semplice e automatica di qualsiasi foro simile.
Per ulteriori informazioni, guardare il video Fori di centrinatura.
 Impostazioni della scheda Utensile
Impostazioni della scheda Utensile
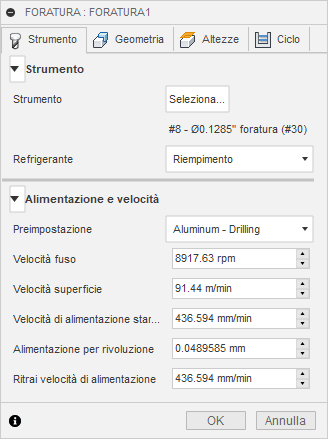
Refrigerante
Selezionare il tipo di refrigerante utilizzato con l'utensile macchina. Non tutti i tipi funzioneranno con tutti i post-processori della macchina.
Velocità e alimentazione
Parametri di taglio Mandrino e Velocità di avanzamento.
- Velocità mandrino: la velocità di rotazione del mandrino espressa in rotazioni al minuto (RPM).
- Velocità superficie: la velocità con cui il materiale si sposta oltre lo spigolo di taglio dell'utensile (SFM o m/min).
- Velocità di affondamento: la velocità di avanzamento foratura quando affonda nel materiale grezzo.
- Avanzamento per rivoluzione: la velocità di affondamento espressa come avanzamento per rivoluzione.
- Velocità di retrazione: l’avanzamento utilizzato durante la retrazione, ma che non prevede movimenti rapidi (G0)
 Impostazioni scheda Geometria
Impostazioni scheda Geometria
 |
 |
 |
Guardare questa breve animazione per una panoramica dei filtri di selezione dei fori.
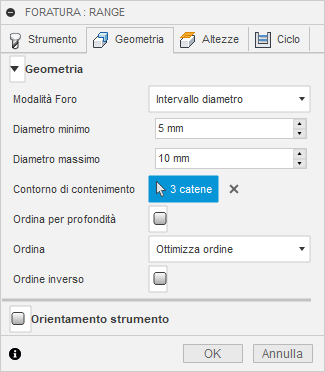
Modalità di selezione
Specifica il tipo di selezione da utilizzare per trovare le posizioni di foratura.
Facce selezionate: questa opzione consente di selezionare la lavorazione in base al modello, come i cilindri o gli smussi dei fori. Quando questa opzione è selezionata, vengono fornite informazioni aggiuntive come l'altezza e la profondità iniziali del foro. Facce selezionate è il metodo preferito per selezionare le posizioni di foratura perché mantiene l'associatività alla lavorazione del modello e aggiornerà l'operazione di foratura se il modello cambia.
Punti selezionati: questa opzione consente di selezionare i fori in base alla geometria, ad esempio i bordi dei fori o la geometria dello schizzo. Restituisce solo la posizione XY e l'altezza iniziale Z del foro.
Intervallo diametro: questa opzione consente di effettuare una selezione automatica in base all'intervallo delle dimensioni minime/massime dei fori.
Fori rimanenti dall'operazione: questa è una selezione basata sull'operazione. Crea un'operazione di ripiego che seleziona automaticamente i fori non completati durante un'operazione di foratura primaria a causa della prevenzione delle collisioni. Utilizzare questa opzione per creare operazioni secondarie che di solito usano utensili più lunghi per raggiungere le aree in cui l'operazione primaria ha incontrato collisioni.
Nota: Per il corretto funzionamento delle operazioni di ripiego, le operazioni primarie devono avere il controllo collisioni Tagliente, Gambo e Pinza attivato e la modalità gambo e pinza impostata su Errore se in collisione.Facce selezionate - Cilindro Facce selezionate - Smusso 

Punti selezionati - Spigolo foro Punti selezionati - Punto dello schizzo Punti selezionati - Cerchio dello schizzo 


Facce foro
Contiene il numero di facce selezionate per la foratura. Questa opzione permette di selezionare la lavorazione in base al modello. Utilizzare la X per deselezionare tutti gli elementi correntemente selezionati.
Punti foro
Contiene il numero di punti o curve dello spigolo selezionate per la foratura. Questa opzione permette di selezionare i fori in base alla geometria. Utilizzare la X per deselezionare tutti gli elementi correntemente selezionati.
Intervallo diametro
Apre un gruppo di parametri per la creazione di una selezione di intervalli minimo e massimo. Elimina la necessità di selezionare fisicamente le lavorazioni dal modello. Il sistema valuterà il modello in base ai valori di diametro minimo e massimo specificati. Utilizzare questo intervallo per includere o escludere le dimensioni del foro. Ciò è utile se la parte è modellata con dimensioni che rappresentano processi di lavorazione differenti.
Esempio: selezionare tutti i fori di diametro 0,250 - 0,2501 per foratura e tutti i fori di diametro 0,2505 - 0,2506 per alesaggio.
- Intervallo minimo: consente di impostare l'intervallo del diametro più piccolo da selezionare dal modello.
- Intervallo massimo: consente di impostare l'intervallo del diametro più grande da selezionare dal modello.
Seleziona lo stesso diametro
Seleziona tutti i fori con lo stesso diametro della lavorazione attualmente selezionata.
Una selezione singola troverà tutti i fori corrispondenti. L'utilizzo di questa opzione è associativo rispetto al modello. Se successivamente vengono aggiunti altri fori con lo stesso diametro, rigenerando l'operazione vengono automaticamente inclusi i fori aggiunti nel ciclo di foratura.
Esempio: se si attiva questa opzione, selezionare un singolo foro di 6 mm e un singolo foro di 12 mm; ogni foro di 6 mm e 12 mm sulla parte verrà selezionato automaticamente.
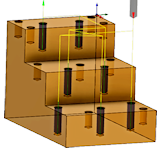
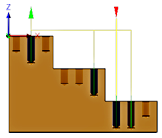
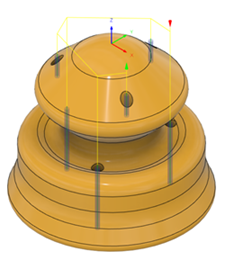
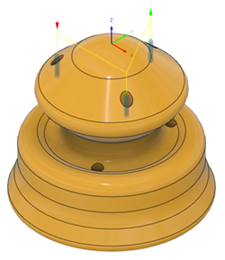
Solo stessa profondità foro
Selezionare la casella di controllo per selezionare tutti i fori che condividono la stessa distanza dall'alto in basso della lavorazione attualmente selezionata.
Esempio: è possibile utilizzare questa opzione come un modo per distinguere tra fori filettati di 6 mm e fori a diametro uniforme di 6 mm di diverse profondità.
| Selezionati fori di 6 mm poco profondi - Vista ISO | Selezionati fori di 6 mm poco profondi - Vista anteriore |
 |
 |
| Selezionati fori di 6 mm molto profondi - Vista ISO | Selezionati fori di 6 mm molto profondi - Vista anteriore |
 |
 |
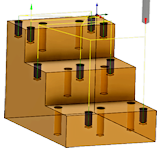
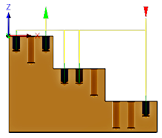
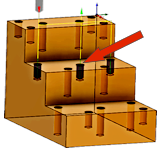
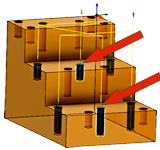
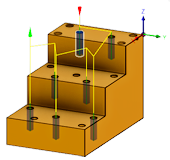
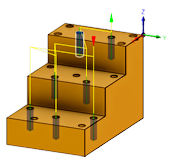
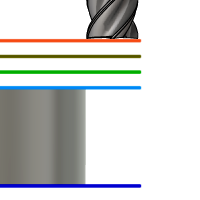
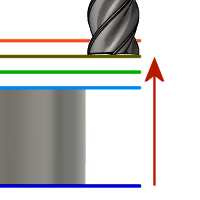
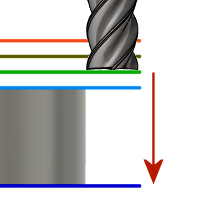
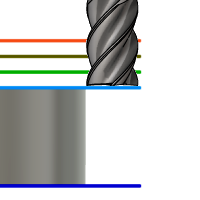
Solo stessa altezza parte superiore Z
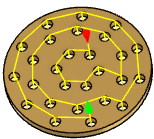
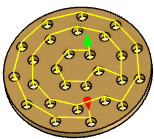
Selezionare la casella di controllo per selezionare tutti i fori che condividono la stessa altezza parte superiore Z della lavorazione attualmente selezionata.
È possibile utilizzare questo modo per limitare la lavorazione a un livello Z. La freccia rossa mostrata di seguito indica la lavorazione selezionata.
| Tutti i fori poco profondi, a un livello medio di altezza | Tutti i fori poco profondi, a un livello medio di altezza Tutti i fori molto profondi, al livello inferiore di altezza. |
 |
 |
Verifica delle occlusioni
Deseleziona i fori di uguale diametro che non possono essere forati a causa dell'orientamento attuale dell'utensile.
Ad esempio, se un foro si trova sul lato inferiore di una parte e non può essere raggiunto dalla foratura, il foro non viene eseguito.
 |
 |
| Deselezionato | Selezionato |
Contorno di contenimento
Utilizzare con Seleziona lo stesso diametro e Intervallo di diametro per includere elementi simili all'interno delle aree di contenimento. Selezionare qualsiasi boundary di spigolo o schizzo per contenere le posizioni di foratura. Utilizzare più boundary o boundary nidificate per includere o escludere gruppi di fori. Il percorso utensile si troverà all’interno della boundary selezionata, a meno che le boundary non siano nidificate. È possibile nidificare diverse boundary una dentro l’altra.
Negli esempi seguenti, le boundary selezionate sono mostrate in blu.
 |
1) Boundary schizzo 2) I fori interni sono inclusi 3) Boundary nidificate 4) Le aree interne sono escluse |
5) Boundary schizzo (2) 6) Selezione della sola area di bordo 7) Boundary schizzo (3) 8) Esclusione dell’area di bordo |
Unisci automaticamente segmenti di fori
Selezionare per unire più segmenti di fori. Se abilitata, tutti i segmenti di fori vengono inclusi per determinare l'altezza iniziale di foratura. Utilizzare questa opzione quando si seleziona un foro con lamatura. Ciò sposterà forzatamente l'altezza di inizio verso la parte superiore del foro lamato anziché verso la parte superiore del foro semplice.
Esempio Se un foro è stato prima sottoposto a centrinatura o lamatura, potrebbe essere necessario iniziare la foratura da un passaggio al di sopra dell'area lavorata. L’abilitazione dell’unione automatica avvierà la foratura da sopra il segmento del foro più alto.
 |
Foro lato sinistro: unione automatica disabilitata Foro lato destro: unione automatica abilitata La linea blu indica l’altezza iniziale di foratura |
Ordina per profondità
Cambia l’ordine dal più alto al più basso, o viceversa. Deselezionato, l’ordine inizierà con i fori al livello Z massimo e si sposterà progressivamente verso il basso. Selezionare per invertire l'ordine.
| Opzione disabilitata. Il primo foro si trova alla Z massima |
Opzione abilitata. Il primo foro si trova alla Z minima |
 |
 |
Ordine
Specifica come i fori devono essere ordinati per la lavorazione.
 |
1) Ordine selezionato 2) Ordine ottimizzato 3) Dall'interno all'esterno 4) Ordina per movimento X 5) Ordina per movimento Y |
Inverti ordine
Selezionare per modificare l'ordine del percorso utensile ordinato.
| Disabilitato | Abilitato |
 |
 |
Orientamento utensile
Consente di ridefinire il piano di lavorazione, se è diverso dal piano dell'utensile in Setup, e di modificare l'ordine del sistema di coordinate globali (WCS - XYZ zero). Orientamento utensile imposta il piano di lavorazione XY in uso e permette di inclinare l'asse del mandrino (Z). Questa opzione può essere utilizzata per l'indicizzazione del quarto asse e il posizionamento a 5 assi. Chiamata anche posizione 3+2 assi.
Il menu a discesa Orientamento fornisce le seguenti opzioni per impostare l'orientamento degli assi della triade X, Y e Z:
- Imposta orientamento WCS: utilizza il sistema di coordinate di lavoro (WCS) del setup corrente per l'orientamento dell'utensile.
- Orientamento modello: utilizza il sistema di coordinate di lavoro (WCS) della parte corrente per l'orientamento dell'utensile.
- Selezionare l'asse/piano Z e l'asse X: selezionare una faccia o un bordo per definire l'asse Z e un'altra faccia o bordo per definire l'asse X. Entrambi gli assi Z e X possono essere invertiti di 180 gradi.
- Selezionare l'asse/piano Z e l'asse Y: selezionare una faccia o un bordo per definire l'asse Z e un'altra faccia o bordo per definire l'asse Y. Entrambi gli assi Z e Y possono essere invertiti di 180 gradi.
- Selezionare gli assi X e Y: selezionare una faccia o un bordo per definire l'asse X e un'altra faccia o bordo per definire l'asse Y. Entrambi gli assi X e Y possono essere invertiti di 180 gradi.
- Seleziona sistema di coordinate: imposta un orientamento specifico dell'utensile per questa operazione da un sistema di coordinate definito dall'utente nel modello. Questa opzione utilizza l'origine e l'orientamento del sistema di coordinate esistente. Utilizzare questa opzione se il modello non contiene un punto e un piano idonei per l’operazione.
Il menu a discesa Origine consente di spostare l'origine del sistema di coordinate globale (WCS, XYZ zero). Offre le seguenti opzioni per individuare l'origine:
- Origine setup WCS: utilizza l’origine del sistema di coordinate di lavoro (WCS) del Setup corrente per l’origine dell’utensile.
- Origine modello: utilizza l'origine del sistema di coordinate di lavoro (WCS) della parte corrente per l'origine dell'utensile.
- Punto selezionato: selezionare un vertice o uno spigolo per l'origine della terna.
- Punto sull'ingombro materiale grezzo: selezionare un punto sulla casella di delimitazione del materiale grezzo per l'origine della terna.
- Punto sull'ingombro modello: selezionare un punto sul riquadro d'ingombro del modello per l'origine della triade.
 Impostazioni della scheda Altezze
Impostazioni della scheda Altezze
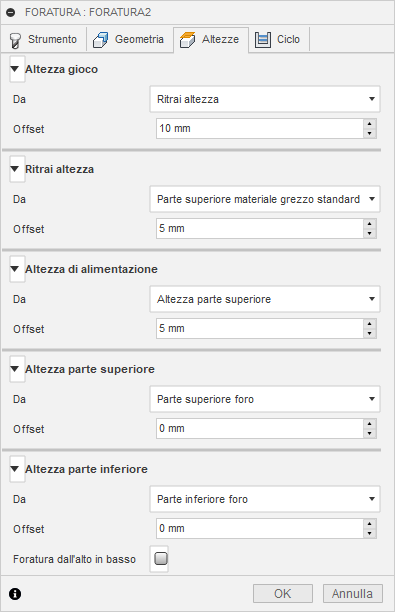
Altezza passaggio
L'altezza di passaggio è la prima altezza da cui si sposta rapidamente l'utensile nel suo cammino verso l'inizio del percorso utensile.
Altezza di sicurezza
- Altezza di retrazione: offset incrementale da Altezza di Retrazione.
- Altezza di avanzamento: offset incrementale da Altezza di avanzamento.
- Altezza parte superiore: offset incrementale da Altezza parte superiore.
- Altezza parte inferiore: offset incrementale da Altezza parte inferiore.
- Parte superiore modello: offset incrementale da Parte superiore modello.
- Parte inferiore modello: offset incrementale da Parte inferiore modello.
- Parte superiore materiale grezzo: offset incrementale da Parte superiore materiale grezzo.
- Parte inferiore materiale grezzo: offset incrementale da Parte inferiore materiale grezzo.
- Parte superiore del foro: offset incrementale da Parte superiore del foro.
- Parte inferiore del foro: offset incrementale da Parte inferiore del foro.
- Selezione: offset incrementale da un Punto (vertice), Spigolo o Faccia selezionati sul modello.
- Origine (assoluto): offset assoluto da Origine definita in Setup o Orientamento utensile all'interno dell'operazione specifica.
Offset altezza passaggio
L'offset dell'altezza di passaggio viene applicato ed è relativo alla selezione Altezza di passaggio nell'elenco a discesa precedente.
Altezza di Retrazione
Altezza di retrazione consente di impostare l'altezza a cui si sposta l'utensile prima del passaggio di taglio successivo. Il valore di impostazione dell'altezza di retrazione deve superiore ad Altezza di avanzamento e Parte superiore. L'altezza di retrazione viene utilizzata insieme all'offset successivo per stabilire l'altezza.
Altezza di Retrazione
- Altezza di sicurezza: offset incrementale da Altezza di sicurezza.
- Altezza di avanzamento: offset incrementale da Altezza di avanzamento.
- Altezza parte superiore: offset incrementale da Altezza parte superiore.
- Altezza parte inferiore: offset incrementale da Altezza parte inferiore.
- Parte superiore modello: offset incrementale da Parte superiore modello.
- Parte inferiore modello: offset incrementale da Parte inferiore modello.
- Parte superiore materiale grezzo: offset incrementale da Parte superiore materiale grezzo.
- Parte inferiore materiale grezzo: offset incrementale da Parte inferiore materiale grezzo.
- Parte superiore del foro: offset incrementale da Parte superiore del foro.
- Parte inferiore del foro: offset incrementale da Parte inferiore del foro.
- Selezione: offset incrementale da un Punto (vertice), Spigolo o Faccia selezionati sul modello.
- Origine (assoluto): offset assoluto da Origine definita in Setup o Orientamento utensile all'interno dell'operazione specifica.
Offset altezza di retrazione
Offset altezza di retrazione viene applicato ed è relativo alla selezione Altezza di retrazione nell'elenco a discesa precedente.
Altezza di avanzamento
Altezza di avanzamento consente di impostare l'altezza a cui si sposta rapidamente l'utensile prima di cambiare in velocità di avanzamento/affondamento per entrare nella parte. Il valore di impostazione dell'Altezza di avanzamento deve essere superiore a Parte superiore. Un'operazione di foratura utilizza questa altezza come altezza di avanzamento iniziale e l'altezza di retrazione. L'altezza di avanzamento viene utilizzata insieme all'offset successivo per stabilire l'altezza effettiva.
Altezza di avanzamento
- Altezza di sicurezza: offset incrementale da Altezza di sicurezza.
- Altezza di retrazione: offset incrementale da Altezza di Retrazione.
- Disabilitato: la disabilitazione di Altezza di avanzamento determina una discesa rapida dell'utensile verso lo svincolo in entrata.
- Altezza parte superiore: offset incrementale da Altezza parte superiore.
- Altezza parte inferiore: offset incrementale da Altezza parte inferiore.
- Parte superiore modello: offset incrementale da Parte superiore modello.
- Parte inferiore modello: offset incrementale da Parte inferiore modello.
- Parte superiore materiale grezzo: offset incrementale da Parte superiore materiale grezzo.
- Parte inferiore materiale grezzo: offset incrementale da Parte inferiore materiale grezzo.
- Parte superiore del foro: offset incrementale da Parte superiore del foro.
- Parte inferiore del foro: offset incrementale da Parte inferiore del foro.
- Selezione: offset incrementale da un Punto (vertice), Spigolo o Faccia selezionati sul modello.
- Origine (assoluto): offset assoluto da Origine definita in Setup o Orientamento utensile all'interno dell'operazione specifica.
Offset altezza di avanzamento
Offset altezza di avanzamento viene applicato ed è relativo alla selezione Altezza di avanzamento nell'elenco a discesa precedente.
Altezza parte superiore
Altezza parte superiore consente di impostare l'altezza che descrive la parte superiore del taglio. Il valore di impostazione di Altezza parte superiore deve essere maggiore di Parte inferiore. Altezza parte superiore viene utilizzata insieme all'offset successivo per stabilire l'altezza
Altezza parte superiore
- Altezza di sicurezza: offset incrementale da Altezza di sicurezza.
- Altezza di retrazione: offset incrementale da Altezza di Retrazione.
- Altezza di avanzamento: offset incrementale da Altezza di avanzamento.
- Altezza parte inferiore: offset incrementale da Altezza parte inferiore.
- Parte superiore modello: offset incrementale da Parte superiore modello.
- Parte inferiore modello: offset incrementale da Parte inferiore modello.
- Parte superiore materiale grezzo: offset incrementale da Parte superiore materiale grezzo.
- Parte inferiore materiale grezzo: offset incrementale da Parte inferiore materiale grezzo.
- Parte superiore del foro: offset incrementale da Parte superiore del foro.
- Parte inferiore del foro: offset incrementale da Parte inferiore del foro.
- Selezione: offset incrementale da un Punto (vertice), Spigolo o Faccia selezionati sul modello.
- Origine (assoluto): offset assoluto da Origine definita in Setup o Orientamento utensile all'interno dell'operazione specifica.
Offset parte superiore
Offset parte superiore viene applicato ed è relativo alla selezione Altezza parte superiore nell'elenco a discesa precedente.
Altezza parte inferiore
Altezza parte inferiore determina l'altezza/profondità di lavorazione finale e la profondità minima a cui l'utensile scende nel grezzo. Il valore di impostazione di Altezza parte inferiore deve essere inferiore a Parte superiore. Altezza parte inferiore viene utilizzata insieme all'offset successivo per stabilire l'altezza effettiva.
 Altezza parte inferiore
Altezza parte inferiore
- Altezza di passaggio: offset incrementale da Altezza di passaggio.
- Altezza di retrazione: offset incrementale da Altezza di Retrazione.
- Altezza di avanzamento: offset incrementale da Altezza di avanzamento.
- Altezza parte superiore: offset incrementale da Altezza parte superiore.
- Parte superiore modello: offset incrementale da Parte superiore modello.
- Parte inferiore modello: offset incrementale da Parte inferiore modello.
- Parte superiore materiale grezzo: offset incrementale da Parte superiore materiale grezzo.
- Parte inferiore materiale grezzo: offset incrementale da Parte inferiore materiale grezzo.
- Parte superiore del foro: offset incrementale da Parte superiore del foro.
- Parte inferiore del foro: offset incrementale da Parte inferiore del foro.
- Selezione: offset incrementale da un Punto (vertice), Spigolo o Faccia selezionati sul modello.
- Origine (assoluto): offset assoluto da Origine definita in Setup o Orientamento utensile all'interno dell'operazione specifica.
- Alla larghezza di smusso: consente all’utensile di forare abbastanza affinché la larghezza smusso corrisponda al parametro di input. Il parametro di input non deve superare la larghezza dello smusso dello strumento. L'offset dell'altezza calcolato dipende dai parametri dello strumento (diametro, diametro della punta e angolo della punta) e dal diametro del foro. Le selezioni accettabili includono facce cilindriche, cerchi o archi.
- Al diametro di smusso: il diametro del nuovo foro è uguale al parametro di input. Pertanto, il parametro di input non deve superare il diametro dell’utensile. L'offset dell'altezza calcolato dipende dai parametri dell’utensile ed è indipendente dalla selezione del foro. Le selezioni accettabili includono facce cilindriche, cerchi o archi.
Offset parte inferiore
Offset parte inferiore viene applicato ed è relativo alla selezione Altezza parte inferiore nell'elenco a discesa precedente.
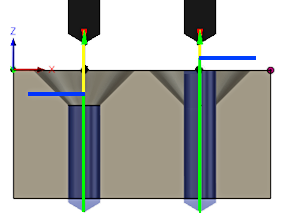
Punta per foratura attraverso il fondo
Se abilitato, la punta utensile forerà oltre la parte inferiore del foro. Posiziona l’orlo della foratura sul diametro completo nella parte inferiore del foro. Consente inoltre all'utensile di forare completamente la parte inferiore o oltre la parte inferiore utilizzando Oltrepassa profondità.
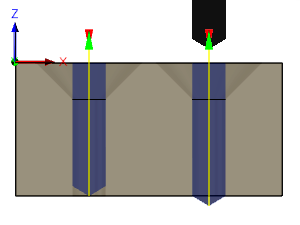 |
Foro sinistro: La profondità è misurata in corrispondenza della punta (opzione non selezionata) Foro destro: La profondità è misurata in corrispondenza dell'orlo (opzione selezionata) |
Profondità spaccatura
Specifica fino a che punto il bordo dell’utensile di foratura oltrepassa la parte inferiore del foro, per garantire un taglio netto attraverso il modello.
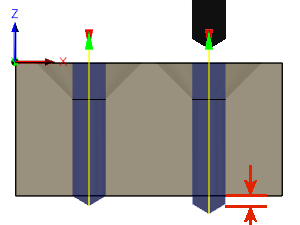 |
Foro sinistro: spaccatura di 0,0 pollici Foro destro: spaccatura di 0,06 pollici |
 Impostazioni della scheda Ciclo
Impostazioni della scheda Ciclo
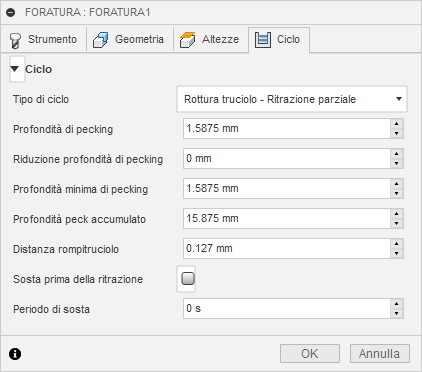
Tipo di ciclo
Il Tipo di ciclo è il tipo di ciclo di foratura. Fusion fornisce una serie di cicli di foratura predefiniti (fissi).
La selezione di un ciclo di foratura determina i parametri che possono essere specificati per l'operazione di foratura.
- Foratura - Uscita rapida: avanzamento fino alla profondità programmata e uscita rapida. Utilizzata per punta da centro, centrinatura e i fori con profondità inferiore a tre volte il diametro dell'utensile.
- Lamatura - Sosta e uscita rapida: avanzamento fino alla profondità programmata, sosta per un tempo specificato e uscita rapida. Consente di creare un fondo piatto su un passaggio a bassa pendenza per le viti. La sosta migliora la finitura sul pavimento del foro.
- Rottura truciolo - Retrazione parziale: per fori con profondità superiori di tre o quattro volte il diametro dell'utensile. Utilizza più operazioni di pecking che periodicamente retraggono l’utensile per rompere i trucioli e/o consentire al refrigerante di entrare nel foro. Nota anche come foratura a incrementi.
- Foratura profonda - Retrazione completa: simile alla rottura truciolo, ma retrae completamente l'utensile dal foro per eliminare i trucioli e/o riempire il foro con refrigerante. Nota anche come foratura a incrementi.
- Spaccatura: consente di ridurre avanzamento e velocità prima oltrepassare un foro.
- Guida foratura profonda - Foratura con punta a cannone: una foratura con punta a cannone standard prevede un unico spigolo di taglio effettivo. Questa esclusiva geometria della testa è diversa da foratura con punta elicoidale convenzionale. Durante la foratura, delle piattaforme di guida bruniscono il foro per mantenere la rettilineità. Il risultato di questa attività è un foro perfettamente rotondo con un diametro di precisione in grado di produrre fori profondi e dritti in un'ampia gamma di materiali.
- Maschiatura: la maschiatura è un processo che taglia filettature in un foro per consentire l'inserimento di viti. Esegue la maschiatura di filettature a destra o sinistra in un foro rotondo con un utensile con più punte simile a una vite.
- Maschiatura sinistra: crea un foro filettato per viti sinistrorse. La maschiatura ruota in senso antiorario mentre entra nel foro e inverte direzione per uscire dal foro.
- Maschiatura destra: crea un foro filettato per viti destrorse. La maschiatura ruota in senso orario mentre entra nel foro e inverte direzione per uscire dal foro.
- Maschiatura con rompitruciolo: crea un foro filettato avanzando in entrata e in uscita più volte, andando più in profondità ogni volta, fino a raggiungere la profondità finale.
- Alesaggio - Avanzamento in uscita: avanza in entrata e immediatamente avanza in uscita dopo aver raggiunto la profondità finale. Questa è un'operazione di finitura dei fori di precisione.
- Alesatura - sosta e uscita: simile all'alesaggio, ma include una sosta alla profondità inferiore.
- Interrompi alesatura - Arresto e uscita rapida: avanza in profondità, interrompe la rotazione del mandrino ed esce rapidamente. Ciò provoca il trascinamento dell'inserto di alesatura lungo la parete durante la retrazione.
- Alesatura di precisione - Spostamento: simile a Interrompi alesatura, tranne per il fatto che la punta dell'inserto verrà orientata e allontanata dalla parete del foro prima di eseguire il movimento di retrazione.
- Alesatura posteriore: si muove fino a una certa profondità all'interno del foro e si arresta, mentre viene fissato un utensile per la lamatura inversa. A questo punto il mandrino si avvia e l'avanzamento dell'utensile aumenta per consentire la lamatura del lato posteriore della parte.
- Fresatura tasca circolare: può essere utilizzata per avviare un ciclo fisso personalizzato sul controllo per la creazione di tasche circolari.
- Fresatura a fori: può essere utilizzata per avviare un ciclo fisso personalizzato sul controllo per la fresatura a fori elicoidali.
- Fresa conica: può essere utilizzata per avviare un ciclo fisso personalizzato sul controllo per la fresa conica.
- Personalizzato: consente di misurare una lavorazione sulla parte mediante un utensile di ispezione oppure utilizzando le macro della macchina per definire il WCS. A seconda della macchina, potrebbe essere necessaria una personalizzazione del post-processore. Vedere la funzione Ispezione avanzata, sotto il menu a discesa Setup.
Profondità pecking
Imposta la profondità del primo movimento di pecking (foratura a incrementi), con lo strumento che affonda nel materiale e ne riemerge per eliminare e rompere i trucioli.
Riduzione profondità di pecking
Il valore di riduzione della profondità di pecking per peck.
Profondità minima di pecking
Il valore minimo consentito per la profondità di pecking.
Profondità peck accumulato
Specifica la profondità di pecking che forza una ritrazione completa.
Distanza rompitruciolo
Con un'operazione di rottura del truciolo, la foratura si ritrae in base ad una distanza specificata dopo l'avanzamento nel foro per evitare il compattamento dei trucioli.
Sosta prima della retrazione
Permette di effettuare una sosta prima della ritrazione di pecking per assottigliare i trucioli. Ciò consente di aumentare considerevolmente la durata dell’utensile, a seconda del materiale lavorato.
Periodo di sosta
Il periodo di sosta rappresenta il tempo di sosta in secondi. Specificando un tempo di sosta si arresta il movimento di tutti gli assi per un tempo specificato, mentre il mandrino continua a ruotare al numero di giri specificato. Questo può essere utilizzato per garantire che i trucioli vengano eliminati prima di uscire da un foro e in genere migliora la finitura di un foro.
In genere è sufficiente un tempo di sosta compreso tra 1/4 di secondo e 1 secondo. Ad esempio, immettere 0,25 o 1/4 in questo campo per ottenere una sosta di 1/4 di secondi.
Quando si esegue la post-elaborazione di un ciclo di foratura, il tempo di sosta viene specificato come uno dei parametri del ciclo di foratura (in genere P) e nella maggior parte dei casi viene emesso in millisecondi (ms).

Tempo di sosta di 250 ms in G82
Quando si esegue la post-elaborazione utilizzando cicli estesi, il tempo di sosta viene trasmesso ed elaborato sotto forma di comando di sosta regolare (G4).
Per calcolare il tempo di sosta minimo che garantirà almeno una rivoluzione completa, utilizzare un valore di 60 diviso per la velocità del fuso. Ad esempio, a 350 rpm il tempo di sosta minimo deve essere 60/350 = 0,171 s (che potrebbe essere arrotondato a 0,2 s).