Cicli foratura: riferimenti
I cicli di foratura sono anche noti come cicli fissi, perché una singola riga di codice può combinare tutto il movimento necessario per un'attività di lavorazione foro. Ciò consente di ridurre le dimensioni del programma e semplifica la modifica dei requisiti di foratura sulla macchina.
Non tutti i controller CNC hanno gli stessi cicli fissi. La maggior parte delle macchine dispone di cicli fissi per le funzioni dei fori comuni, come Centrinatura/Punta da centro, Foratura a incrementi, Lamatura, Alesatura, Alesaggio e Maschiatura. Alcune macchine dispongono di cicli più specializzati come Foratura con punta a cannone e Alesatura posteriore. Fusion usa il post-processor per passare i parametri ai cicli fissi integrati delle macchine. Se la macchina non dispone di un ciclo fisso specifico, Fusion genererà i movimenti di posizionamento degli assi in un formato di codice esteso. Se si ottengono movimenti di codice estesi, si potrebbe acquisire una funzionalità di Fusion aggiuntiva non disponibile nel ciclo fisso. Se è noto che la macchina dispone di un ciclo fisso per la funzione selezionata e si ottiene codice esteso, è possibile contattare un responsabile presso il Marketplace per richiedere la personalizzazione del post-processore.
Di seguito è riportato un elenco dei cicli di foratura di Fusion e del tipo di movimento che producono. Per semplicità, si farà riferimento a questi cicli utilizzando il G-Code comune e i codici alfanumerici comuni, utilizzati per definire il ciclo. Un ciclo di foratura fisso tipico utilizza un codice della serie G80. Alcuni utilizzeranno un codice della serie G70. Queste descrizioni sono generiche e non si applicano a tutte le macchine CNC.
L'aspetto della struttura generale del ciclo fisso è simile al seguente:
G8# X(posizione) Y(posizione) Z(profondità) R(altezza di ritrazione) Q(quantità foratura a incrementi incrementale) P(tempo di sosta) F(velocità di avanzamento)
Foratura - G81 è comunemente utilizzato per la centrinatura e la foratura di base in materiali più morbidi, in cui la profondità del foro è inferiore a 3 volte il diametro.
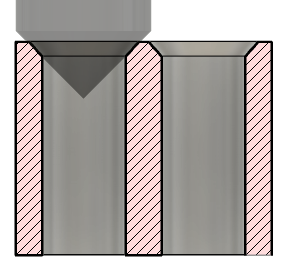 |
Movimento di foratura G81: Si posiziona all'altezza di ritrazione o "piano R" (R) Avanza (F) verso la profondità (Z) Esce rapidamente verso l'altezza di ritrazione (R) |
Lamatura - G82 è comunemente utilizzato per fori lamati, poiché la sosta alla profondità finale lucida il fondo del foro per una superficie piana.
 |
Movimento di lamatura G82: Si posiziona all'altezza di ritrazione o "piano R" (R) Avanza (F) verso la profondità (Z) Effettua una sosta per una durata (P) Esce rapidamente verso l'altezza di ritrazione (R) |
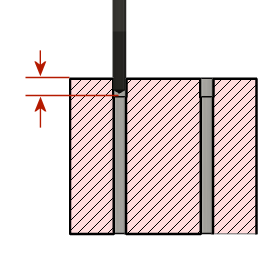
Rottura truciolo - G73 viene comunemente utilizzato per forare fori profondi quando l'utensile estrae lunghe strisce di trucioli. Dopo aver forato il foro, l'utensile si ritrae per una piccola distanza, quindi continua a forare ulteriormente per l'incremento successivo. Questa operazione continua fino a quando non viene raggiunta la profondità completa. Queste piccole ritrazioni spezzeranno gli eventuali trucioli lunghi creati dalla foratura.
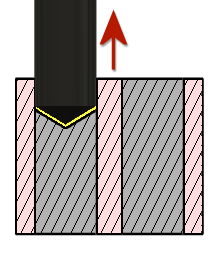 |
Movimento di rottura dei trucioli G73: Si posiziona all'altezza di ritrazione o "piano R" (R) Avanza (F) nel foro di una distanza incrementale (Q) Si ritrae per una piccola distanza (visualizzata in giallo) Continua i peck incrementali (Q) e si ritrae fino a raggiungere la profondità finale (Z) Esce rapidamente verso l'altezza di ritrazione (R) |
Foratura a incrementi - G83 è comunemente utilizzato per l’esecuzione di fori profondi quando è necessario estrarre i trucioli dal foro. Dopo aver eseguito il foro, l'utensile si ritrae verso il piano R, estraendo i trucioli e consentendo al refrigerante di entrare nel foro. La punta ritorna quindi dove si è arrivati e continua a forare ulteriormente per l'incremento successivo. A volte è disponibile un parametro per ridurre la quantità di peck mentre l'utensile penetra più a fondo nel foro. Questa operazione continua fino a quando non viene raggiunta la profondità completa.
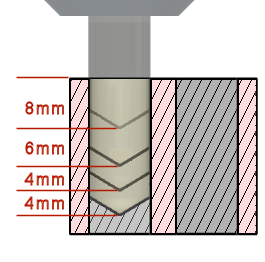 |
Movimento di foratura a incrementi G83: Si posiziona all'altezza di ritrazione o "piano R" (R) Avanza (F) nel foro di una distanza incrementale (Q) Si ritrae verso il "piano R" (R) Torna rapidamente nel punto in cui si è arrivati Continua i peck incrementali (Q) e si ritrae fino a raggiungere la profondità finale (Z) Esce rapidamente verso l'altezza di ritrazione (R) |
Foratura profonda guidata - Foratura con punta a cannone: ciclo specializzato utilizzato per la foratura profonda di fori quando la profondità è superiore a 20 volte il diametro del foro. La maggior parte delle macchine CNC non dispone di cicli fissi di foratura con punta a cannone. La foratura con punta a cannone richiede in genere un breve foro pilota eseguito nella parte, per evitare che la punta estremamente lunga si sposti dalla posizione. La punta stessa deve anche disporre di guide lungo il diametro che corrispondono al diametro della punta di taglio. Questo consente di mantenere l’utensile rigido nel foro. Le forature con punta a cannone utilizzano il refrigerante pressurizzato utensile passante per forzare la fuoriuscita dei trucioli e mantenere lubrificata la punta di taglio. Dopo l'avanzamento nel foro pilota, la foratura con punta a cannone avanza fino alla profondità finale prima di ritrarsi dal foro, verso il piano R.
 |
Movimento foratura con punta a cannone: Si posizione all'altezza di ritrazione o del "piano R" Avanza nel foro pilota (mostrato nel diagramma) Esegue la foratura fino a raggiungere la profondità finale Esce rapidamente verso l'altezza di ritrazione |
Maschiatura - Lo scopo della maschiatura è tagliare le scanalature a spirale nel diametro interno di un cilindro. In genere utilizza cicli fissi G84 (destrorso) e G74 (sinistrorso). Una maschiatura è un utensile il cui aspetto è molto simile a quello di una vite, tranne che le filettature sono appuntite per tagliare il materiale. Maschiatura, avanza nel foro ad una velocità che corrisponde al passo filettatura e richiede un RPM del mandrino sincronizzato. Quando raggiunge la profondità finale, il mandrino inverte la direzione ed esce dal foro alla stessa velocità. Sostanzialmente avvita l'utensile, inverte il mandrino e svita l'utensile.
Fusion dispone di diverse opzioni per la maschiatura. Occorre creare un’operazione del percorso utensile di esempio per ciascuna di esse e confrontare l'output con i campioni nel manuale di programmazione della macchina. Di seguito è riportata una descrizione di base per ogni ciclo di maschiatura e tutti richiedono velocità mandrino e velocità di avanzamento sincroni.
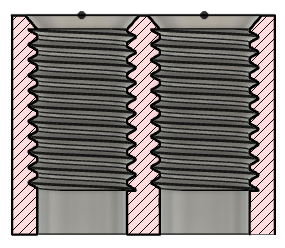
- Maschiatura: maschiatura filettature sinistrorse o destrorse (G84/G74). La direzione del mandrino è determinata dalle impostazioni nella libreria utensili.
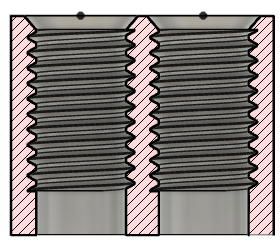
- Maschiatura sinistrorsa: maschiatura specifica per utensili di filettatura sinistrorsi.
- Maschiatura destrorsa: maschiatura specifica per utensili di filettatura destrorsi.
- Maschiatura con rompitruciolo: maschiatura con rottura truciolo. Avvitare l'utensile ad una distanza parziale, invertire per spezzare il truciolo, quindi ripetere il processo fino a raggiungere la profondità finale.
 |
 |
|
| Fori filettati destrorsi | Fori filettati sinistrorsi |
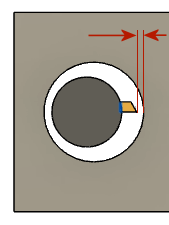
Spaccatura: un tipo di operazione foro più specializzato. Spaccatura consente di ridurre l’avanzamento e la velocità prima di arrivare in fondo al foro. Può essere utilizzata per i materiali fragili in cui la forza di rottura crea trucioli nella parte inferiore del foro.
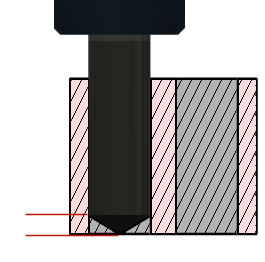 |
Movimento di spaccatura: Si posiziona all'altezza di ritrazione o "piano R" (R) Avanza (F) nel foro Prima di raggiungere la profondità finale (mostrata in rosso) riduce la velocità di avanzamento La foratura continua fino alla profondità finale Esce rapidamente verso l'altezza di ritrazione |
Alesaggio - G85 è comunemente utilizzato per eseguire l’alesaggio dei fori ad un diametro di precisione.
 |
Movimento di alesaggio G85: Si posiziona all'altezza di ritrazione o "piano R" (R) Avanza (F) verso la profondità (Z) Avanza in uscita verso l'altezza di ritrazione (R) |
Alesatura - G89 viene comunemente utilizzato per eseguire l’alesatura del piano fori inferiori ad un diametro di precisione. La sosta alla profondità finale lucida la parte inferiore del foro per una superficie piana, quindi l'utensile avanza in uscita verso il piano R.
 |
Movimento di alesatura G89: Si posiziona all'altezza di ritrazione o "piano R" (R) Avanza (F) verso la profondità (Z) Esegue una sosta nella parte inferiore (P) Avanza in uscita verso l'altezza di ritrazione (R) |
Alesatura con arresto del mandrino - G86 è comunemente utilizzato per l’alesatura del piano fori inferiori a un diametro di precisione. Il mandrino si ferma alla profondità finale del foro, quindi l'utensile esce rapidamente verso il piano R.
 |
Alesatura G86 con movimento di arresto mandrino: Si posiziona all'altezza di ritrazione o "piano R" (R) Avanza (F) verso la profondità (Z) Arresta il mandrino nella parte inferiore Esce rapidamente verso l'altezza di ritrazione (R) |
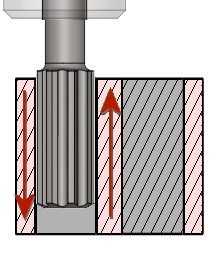
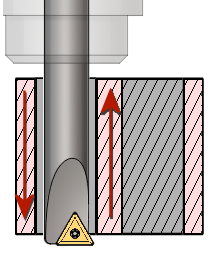
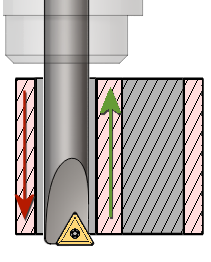
Alesatura di precisione (spostamento) - G76 viene comunemente utilizzato per eseguire l’alesatura di fori ad un diametro di precisione lavorando in una sola direzione. Il mandrino si arresta alla profondità finale del foro, in alcuni casi la punta utensile potrebbe essere orientata verso una posizione specifica, l'utensile si allontana dalla faccia del foro e quindi l'utensile esce rapidamente verso il piano R.
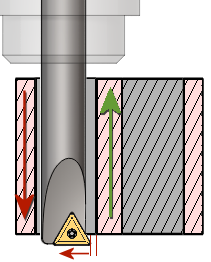 |
Movimento di alesatura fine G76: Si posiziona all'altezza di ritrazione o "piano R" (R) Avanza (F) verso la profondità (Z) Arresta il mandrino nella parte inferiore Se possibile, esegue un movimento di orientamento del mandrino Allontana l'utensile dalla parete del foro (Q) Esce rapidamente verso l'altezza di ritrazione (R) |
 |
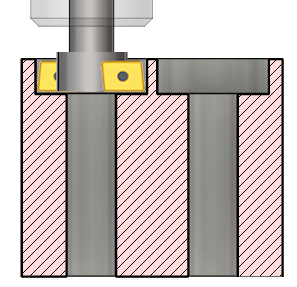
Alesatura posteriore (spostamento) - G87 è comunemente utilizzato per smussare, forare o lamare i fori dal lato posteriore della parte. Questo ciclo può funzionare in diversi modi.
Utilizzando un utensile di smusso inverso, in maniera simile a un bareno con una superficie di taglio sul lato superiore della sua base. L'inserto su questi utensili viene a volte esteso con la forza centrifuga, mentre il mandrino gira. L’arresto del mandrino causa la ritrazione dell'inserto.
Utilizzando un utensile a forma di L posizionato nel mandrino con una superficie di taglio sul lato superiore della sua base. Infilarlo attraverso il foro mentre non sta ruotando, orientato in modo da adattarsi al foro, quindi posizionare la linea d’asse dell'utensile con la linea d’asse del foro, avviare il mandrino e fare avanzare l'utensile verso l'alto per creare la lamatura. Al termine, arrestare l'utensile, spostarlo rispetto alla linea d‘asse e ritrarlo dal foro.
Utilizzando un gambo utensile vuoto, l'utensile si muove rapidamente fino alla profondità completa del foro dove si arresta. In questo modo è possibile montare un utensile lamatore inverso con un sezionatore rapido. L'utensile avanza verso l'alto per lavorare la lamatura, si muove verso il basso rispetto alla superficie e poi arresta il mandrino per consentire di rimuovere la lamatura, prima che il gambo si ritragga dal foro.
Data la complessità del movimento e l’entità dell’intervento manuale richiesta, questo tipo di operazione viene utilizzata raramente.
 |
Movimento di alesatura posteriore G87: Si posiziona all'altezza di ritrazione o "piano R" (R) Si sposta rapidamente verso la profondità Esegue una sosta nella parte inferiore (P) L'utensile lamatore inverso è collegato al gambo utensile L'utensile avanza alla profondità lamatura L'utensile si stacca dalla superficie Il lamatore viene rimosso L'utensile esce rapidamente verso l'altezza di ritrazione (R) |
Fresatura tasca circolare - Fusion utilizza questo ciclo per passare i parametri al ciclo di fresatura tasca sul controllo macchina. In Fusion non viene visualizzata alcuna fresatura tasca. L’operazione di lavorazione tasca eseguita dai percorsi utensile fresatura adattivo 2D o circolare 2D è sicuramente migliore rispetto al ciclo tasca fisso nel controller CNC. Il vantaggio del ciclo fisso è tuttavia la riduzione delle dimensioni del programma. Una singola riga di codice del ciclo fisso è in grado di cancellare la stessa tasca che potrebbe essere 40 righe di codice, utilizzando l'opzione Adattivo 2D o Circolare 2D. Un altro vantaggio è la possibilità di apportare modifiche alle dimensioni o alle passate di taglio della tasca circolare, a livello della macchina.
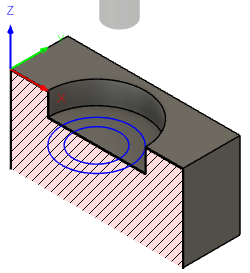 |
Movimento di fresatura tasca circolare: Si posiziona all'altezza di ritrazione o "piano R" (R) Chiama il ciclo fisso Nessun percorso utensile verrà visualizzato in Fusion |
Fresatura a fori - Fusion utilizza questo ciclo per passare i parametri al ciclo fresatura a fori sul controllo macchina. In Fusion non viene visualizzata alcuna fresatura a fori. Il processo di lavorazione del foro eseguito dai percorsi utensile di fresatura Adattivo 2D o Foro 2D è sicuramente migliore rispetto al ciclo di alesatura fisso nel controller CNC. Il vantaggio del ciclo fisso è tuttavia la riduzione delle dimensioni del programma. Una singola riga di codice del ciclo fisso è in grado di cancellare lo stesso foro che potrebbe essere 40 righe di codice, utilizzando Adattivo 2D o Foro 2D. Un altro vantaggio è la possibilità di apportare modifiche alle dimensioni o alle passate di taglio del foro, sulla macchina.
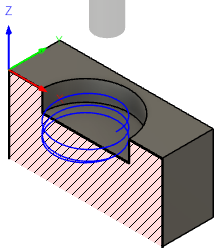 |
Movimento di fresatura a fori: Si posiziona all'altezza di ritrazione o "piano R" (R) Chiama il ciclo fisso Nessun percorso utensile verrà visualizzato in Fusion |
Fresatura conica - Fusion utilizza questo ciclo per passare i parametri al ciclo di fresatura conica sul controllo macchina. In Fusion non viene visualizzata alcuna fresatura a fori. Il processo di lavorazione del percorso utensile Fresatura conica 2D è sicuramente migliore rispetto al ciclo di filettatura fisso nel controller CNC. Il vantaggio del ciclo fisso è tuttavia la riduzione delle dimensioni del programma. Una singola riga del codice ciclo fisso è in grado di lavorare le stesse filettature che potrebbe essere 40 righe di codice, utilizzando la Filettatura 2D. Un altro vantaggio è la possibilità di apportare modifiche alle dimensioni o alle passate di taglio delle filettature, sulla macchina.
|
Movimento di fresa conica: Si posiziona all'altezza di ritrazione o "piano R" (R) Chiama il ciclo fisso Nessun percorso utensile verrà visualizzato in Fusion |
Personalizzato - Fusion utilizza questo ciclo per passare i parametri al ciclo di ispezione sul controllo macchina. In Fusion non viene visualizzato alcun movimento di ispezione. Gli utensili Ispezione in Fusion offrono ulteriori opzioni per l’ispezione e il feedback visivo del processo di ispezione. Se è richiesta un’ispezione, il lavoro eseguito è sicuramente migliore.
| Movimento di ispezione: Si posiziona all'altezza di ritrazione o "piano R" (R) Chiama il ciclo fisso Nessun movimento verrà visualizzato in Fusion |