Scheda Post-elaborazione: riferimenti
 Impostazioni scheda Post-elaborazione
Impostazioni scheda Post-elaborazione
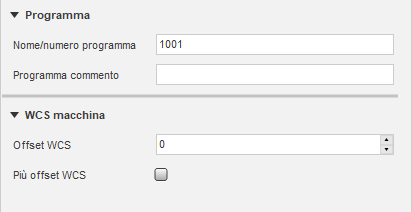
Nella scheda Post-elaborazione è possibile fornire i parametri di post-elaborazione come il nome o il numero del programma, il commento del programma e l'offset di riferimento
L'offset di riferimento è mappato dalla configurazione del post-processor all'indice tabella zero corrispondente (ad esempio, G54-G59) sul controllo CNC. Un valore pari a 1 è normalmente impostato come primo indice zero disponibile sul controllo CNC (ad esempio, G54). Il WCS e l'offset di riferimento sono generalmente impostati per la corrispondenza reciproca su base uno a uno.
Nome/numero programma
Specifica il nome o il numero del programma. Questo parametro è reso disponibile per il post-processore.
Commento programma
Specifica il commento del programma. Questo parametro è reso disponibile per il post-processore.
Offset WCS
Il numero del sistema di coordinate che determina le operazioni in questo setup. Il numero corrisponde ad un G-Code specifico, definito dal post-processore.
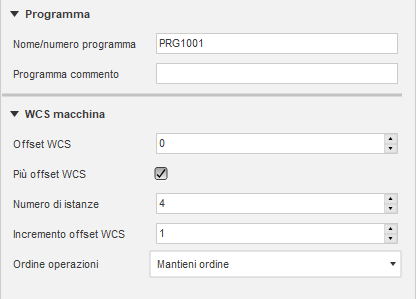
Più offset WCS
Consente di specificare che il pezzo di lavoro deve essere duplicato.
Numero di istanze
Specifica il numero di duplicati del pezzo di lavoro.
Incremento offset WCS
Specifica l'incremento dell'offset di riferimento utilizzato per la duplicazione del pezzo di lavoro.
Ordine operazioni
Specifica l'ordinamento delle singole operazioni.
- Mantieni ordine: specifica che le lavorazioni vengono lavorate nell'ordine in cui sono state selezionate.
- Ordina per operazione: specifica l'ordinamento delle singole operazioni.
- Ordina per utensile: specifica l'ordinamento delle operazioni per utensile. Ad esempio, tutte le operazioni che utilizzano una fresa piana di 3/4" di diametro vengono lavorate per prime. Quindi, l'insieme di operazioni successive che utilizzano un altro utensile identico (ad esempio, una fresa piana di 1/4" di diametro), vengono lavorate in seguito.
Utilizzo di più offset di riferimento del setup
Fusion supporta la disposizione in serie di interi setup utilizzando la funzione Offset WCS multiplo, che sostanzialmente duplica interi setup utilizzando diversi offset di riferimento. Questa funzione è in genere utilizzata quando la posizione singola di ogni istanza non è nota con precisione.
Dopo aver abilitato l'opzione Più offset WCS, è possibile specificare il numero totale di istanze e l'incremento di offset di riferimento da utilizzare. È anche possibile scegliere l'ordine del percorso utensile duplicato (in base al setup, all'operazione o all'utensile).
Abilitazione di più offset di lavoro
L'impostazione del campo Offset WCS dipende dal post-processor. In questo caso si sta utilizzando un post Fanuc, perciò se si specifica 1 verrà utilizzato il primo offset di riferimento (G54). Il campo successivo è il numero di duplicati, in questo caso 4, pertanto ogni offset successivo viene incrementato di 1 e sarà G55, G56 e G57.
Importante L'utilizzo di più offset di riferimento nello stesso programma NC potrebbe richiedere particolare attenzione nella configurazione del post rispetto a ritrazioni macchina e simili.
Se le impostazioni fisiche di ciascuna istanza sono equamente distanziate, a volte è possibile utilizzare una normale lavorazione seriale. Questo permette di simulare completamente il percorso utensile duplicato. Tuttavia, questo approccio richiede di aggiungere percorsi utensile per allineare il materiale grezzo per ciascuna istanza.