Tempo di iniezione
Tempo necessario per riempire completamente lo stampo di materiale.
L'effetto della variazione della pressione di iniezione rispetto al tempo di iniezione è duplice:
Con l'incremento del tempo di iniezione da zero, la pressione per forzare la plastica fusa attraverso la parte diminuisce.
Con l'incremento del tempo di iniezione, la temperatura della plastica diminuisce a causa del trasferimento termico nello stampo. Questo provoca un aumento della viscosità e della quantità di plastica solida, che a sua volta aumenta la pressione di iniezione.
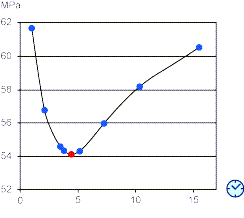
È possibile impostare il tempo di iniezione su Automatico o Specificato. Nel grafico seguente vengono illustrati i risultati di nove simulazioni per la stessa parte.
I punti blu rappresentano le simulazioni in cui il tempo di iniezione è stato impostato su un valore specifico.
Il punto rosso rappresenta l'analisi in cui è stato selezionato il tempo di iniezione Automatico. Mostra la pressione di iniezione più bassa possibile per la parte.
Nel grafico vengono illustrati i risultati di nove simulazioni per la stessa parte.