旋削工具のリファレンス
[全般]タブの設定
| パラメータ | 説明 |
|---|---|
| 説明 | 工具の説明文です。この説明は、CAM 全体に表示される工具名に含まれています。 |
| ベンダー | 工具の製造元またはベンダーです。この特定の工具の購入元を識別するために使用します。 |
| プロダクト ID | ベンダーによる工具の識別子(ID)です。この工具のカタログ、モデル、またはパーツ番号を使用できます。 |
| プロダクト リンク | この工具を入手するためのベンダーの Web サイトまたは連絡先情報です。このリンクは、工具ライブラリの[情報]タブに表示されます。このリンクを選択すると、サプライヤの外部 Web サイトに移動します。 |
[インサート]タブの設定
| パラメータ | 説明 |
|---|---|
| ISO コード | インサート工具のコードがわかっている場合は、ここに入力すると、他のインサート設定が自動的に設定されます。[単位]は、ANSI コードの場合は[インチ]、ISO コードの場合は[ミリメートル]に設定します。 [旋盤標準]および[旋盤ボア]工具タイプで使用できます。 |
| Shape | 共通する製造元文字指定を使用したインサートの形状です。 |
| リリーフ角度 | 加工中に材料に接触するインサートの面の勾配です。 [旋盤標準]および[旋盤ボア]工具タイプで使用できます。 |
| 許容差 | 工具の製造元で定義された、文字指定によるインサートの許容差です。 |
| 断面 | インサートの穴とチップ切断の形状です。 |
| インサートのサイズ | 工具の製造元で定義された、数値指定による内接円のサイズです。 [旋盤標準]および[旋盤ボア]工具タイプで使用できます。 |
| 厚さ | 工具の製造元で定義された、数値指定による厚さです。 |
| コーナー半径 | 工具の製造元で定義された、数値指定によるコーナー半径のサイズです。 |
| タイプ | 工具インサート タイプです。これにより、インサートを定義するための設定が変更されます。 |
| 単位 | 工具の計測単位(ミリメートルまたはインチ)です。 |
| 材料 | 工具の材料です。オプションには、[未指定]、[HSS]、[ti コーティング]、[超硬]、[セラミック]があります。 |
| 全体の長さ | インサート全体の長さです。 [旋盤溝切り]と[旋盤ねじ切り]工具タイプで使用できます。 |
| 幅 | 工具の非切削幅です。 [旋盤溝切り]と[旋盤ねじ切り]工具タイプで使用できます。 |
| 溝切り幅 | 工具の切削幅です。 [旋盤溝切り]工具タイプで使用できます。 |
| 最小ねじピッチ | インサートが作成できる最小ねじピッチです。この値は、インサートのねじの先端幅または先端半径によって異なります。これらにより、小さいねじの作成に使用するインサートの量が決まります。 [旋盤ねじ切り]工具タイプで使用できます。 |
| 最大ねじピッチ | インサートが作成できる最大ねじピッチです。このパラメータは、インサートの形状を定義します。 [旋盤ねじ切り]工具タイプで使用できます。 |
| めねじ | 選択すると、めねじを加工できます。 [旋盤ねじ切り]工具タイプで使用できます。 |
| ねじ切り輪郭の角度 | ねじの 2 辺間の角度を度単位で表した値です。90 度未満の値を入力してください。 [旋盤ねじ切り]工具タイプで使用できます。 |
| ねじの先端のタイプ | [平先]、[とがり先]、または[丸先]のねじの先端です。 [旋盤ねじ切り]工具タイプで使用できます。 |
| ねじの先端の半径 | ねじの輪郭の半径です。歯幅の半分以下の値を入力してください。先端が丸型のねじでのみ使用できます。 |
| ねじの先端の幅 | ねじの輪郭の平坦の幅です。 [旋盤ねじ切り]工具タイプで使用できます。 |
[ホルダー]タブの設定
| パラメータ | 説明 |
|---|---|
| 単位 | 工具の計測単位(ミリメートルまたはインチ)です。 |
| スタイル: | 工具ホルダーのレリーフのサイズです。 |
| ハンド | 製造元で指定されているとおりの左右の位置です。 |
| クランプ | インサートをホルダーに固定する方法です。 |
| 切削幅 | ホルダー ヘッドの幅です。 [旋盤標準]および[旋盤ボア]工具タイプで使用できます。 |
| 上端の長さ | ホルダー ヘッドの長さです。 |
| 全長 | ホルダー全体の長さです。 |
| シャンク幅 | ホルダー シャンクの幅です。 |
| シャンク高さ | ホルダー シャンクの高さです。 [旋盤標準]および[旋盤ねじ切り]工具タイプで使用できます。 |
| 丸いシャンク | 選択すると、ホルダーの円柱シャンクが指定されます。 [旋盤標準]および[旋盤ねじ切り]工具タイプで使用できます。 |
[セットアップ]タブの設定
[セットアップ]では、工具が向いている方向とインサートの接触切削点を定義します。
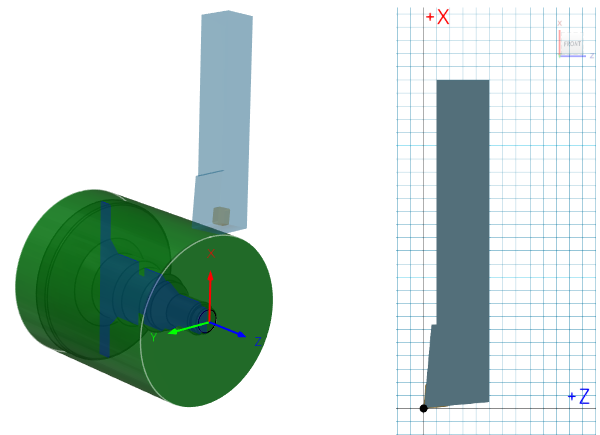
キャンバス上の旋盤工具(左)と、工具ライブラリ内の工具の 3D プレビュー(右)
| パラメータ | 説明 |
|---|---|
| 方向 | 切削方向を基準にした工具の角度です。 90 度間隔の方向オプションのいずれかを選択し、CNC マシンでの実際の工具方向に合わせて工具を方向付けます。 工具方向を 90 度以外の角度に設定する場合は、[方向]にカスタム角度を入力して[Enter]を押します。 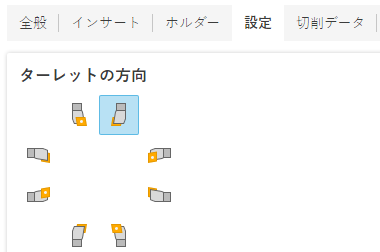 |
| [反転] | 工具の方向を反転します。 注: この設定は工具方向のみに影響し、スピンドル方向は変更しません。 |
| 補正 | ツールパスの補正位置です。 CNC マシンでの工具参照方法に基づいて補正点を次の中から選択します。 [先端の正接]: 軸に直角な各切削エッジから計測します。 [先端]: インサートの切削エッジに沿って作成される交差。 [先端の中心]: ツールパスは先端の中心を基準にします。 インサートの中心: 円形またはボタン形状のインサートで多く使用されます。  |
| 右回りの主軸回転 | 工具使用時のスピンドルの方向。時計回りは、メイン スピンドルを基準にしてチャックを見下ろした方向です。 注: この設定はスピンドル方向のみを変更し、工具方向には影響しません。CNC マシンでコードを実行する前に、シミュレーション結果を目視で確認し、ポスト処理出力でスピンドルの M コードを確認することが重要です。 |
[切削データ]タブの設定
[速度]グループ
このセクションでは、工具の既定の主軸回転速度を設定できます。
| パラメータ | 説明 |
|---|---|
| 一定の周速度を使用 | 選択すると、送りと速度は NC コントローラによって決定されます。CSS は、現在の切削直径に基づいて、工具先端を通過する材料を一定量に維持します。工具がパーツの中心線に近付くと、RPM が上昇します。選択解除すると、マシンはプログラムされた主軸回転速度と送り速度を使用します。 |
| 主軸回転速度 | [一定の周速度を使用]チェックボックスが選択解除されたときの主軸の回転速度です。回転数/分(RPM)単位で指定します。 [旋盤ねじ切り]工具タイプで使用できます。 |
| 周速度 | 現在の切削直径に基づく、工具先端を移動する材料の速度です。インチ モードの場合はフィート/分、メートル モードの場合はメートル/分で表示されます。 |
送り速度グループ
| パラメータ | 説明 |
|---|---|
| 回転あたりの送りを使用(FPR) | 選択すると、送り速度が距離/回転(FPR)として表示されます。選択解除すると、送り速度が距離/時間(1 分あたりの送り、つまり FPM)として表示されます。 |
| 切削送り速度/回転数 | 切断に使用されるフィードに移動します。 |
| 進入送り速度/回転数 | 切削動作への進入時に使用される送りです。 |
| 退出送り速度/回転数 | 切削動作からの退出時に使用される送りです。 |
| クーラント | 工具と組み合わせて使用するクーラントのタイプです。すべての NC マシンですべてのオプションを使用できるわけではありません。 |
[ポスト プロセッサ]タブの設定
| パラメータ | 説明 |
|---|---|
| 番号 | NC プログラムで工具の識別に使用される番号。 |
| ブレイク制御 | 選択すると、使用後に工具の破損をチェックできます。これにより、出力がポストに送信され、工具の破損がないかどうかのチェックをマシンに指示します。これはマシンに依存する機能です。 |
| コメント | 工具のテキストのコメントです。通常、コメントは NC プログラムに出力されます。 |
| 補正オフセット | NC プログラムで工具長オフセットと工具直径オフセットの識別に使用する番号。 |
| 手動工具交換 | 選択すると、強制的に手動で工具を変更できます。自動工具交換機が付いたマシンの場合は選択解除します。 |
| ターレット | NC マシンの工具のターレット位置です。 |