アクティビティ 8: 走査線仕上げ
このアクティビティでは、走査線加工法を使用して、加工境界内の等間隔の行を切削します。
切削は加工平面内を平行に行われ、Z 軸方向に上下にサーフェスをたどります。走査線パスは、緩斜面領域および切下げ加工切削の仕上げに最適です。
前提条件
- アクティビティ 7 を完了していること。
手順
新しい 3D 走査線操作を開始し、工具[#21 - Ø6 mm R3 mm ball]がまだアクティブな工具であることを確認します。
- [製造]ツールバーの[ミル]タブで、[3D] > [走査線]
 を選択します。
を選択します。 - [工具]タブ
 を選択します
を選択します - 必ず工具[#21 - Ø6 mm R3 mm (Ball end mill)]がまだアクティブな工具であることを確認してください。
- [製造]ツールバーの[ミル]タブで、[3D] > [走査線]
加工領域の制限と角度付き壁の傾斜のコントロール。
[3D 走査線]コマンド パレットで、[形状]タブ
 をクリックします。
をクリックします。[傾斜]チェックボックスをオンにします。
[傾斜終了角度]を 35 度に設定します。これにより、加工可能面が水平方向 0 度から垂直方向 35 度までに制限されます。前回のツールパスでは 30 度から 90 度であったため、これらのツールパスの間に 5 度のオーバーラップが生じます。
[回避/接触サーフェス]チェックボックスをオンにします。[回避/接触サーフェス]ボタンがアクティブであることを確認します。
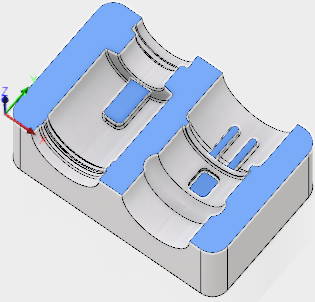
次の図に示すように、フラット面をすべて選択します。
トップより下を切削するようにツールパス領域を制限します。
- [高さ]タブ
 をクリックします。
をクリックします。 - [トップ高さ]ドロップダウン リストは、[モデル トップ]に設定する必要があります。
- トップ高さの[オフセット]を -1 mm に設定します。トップに面ミルを適用したため、この領域は既に加工されているはずです。[オフセット]により、ツールパスがパーツの上面の下から開始されることが保証されます。
- [高さ]タブ
切削ピッチの切削値、切削角度。
- [パス]タブ
 をクリックします。
をクリックします。 - [切削ピッチ]を .2 mm に設定します。
- [パス方向]を 45 度に設定します。
- [パス]タブ
早送り退避のクリアランス方法をコントロールします。
- [リンク]タブ
 をクリックします。
をクリックします。 - [退避方法]ドロップダウン リストを[最小退避]に設定します。
- [安全距離]を 6 mm に設定します。
- [進入と移動]グループで、[移動タイプ]ドロップダウン リストを[直線]に設定します。
- [OK]をクリックして計算を開始します。
- [リンク]タブ
アクティビティ 8 のサマリー
このアクティビティでは、3D 走査線仕上げ操作を選択し、オーバーラップするツールパス領域を作成し、ツールパスのトップを制限し、加工可能な面を制限しました。
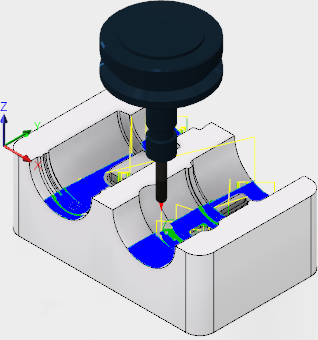
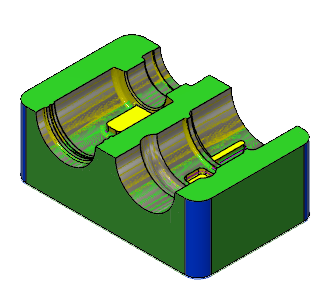
| 計算されたツールパスを以下に示します。 | シミュレートされたツールパスを以下に示します。 |
 |
 |
ツールパスは、赤色の矢印の始点、黄色の早送り動作、緑色の進入/退出動作、青色の切削動作、および終点の緑色の矢印で示されています。