フィーチャ構造のリファレンス
この機能は拡張機能の一部です。拡張機能は Fusion の追加機能にアクセスするための柔軟な方法です。詳細情報。
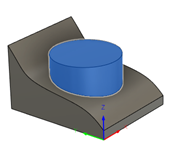
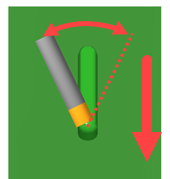
[フィーチャ構造]ダイアログを使用して、フィーチャ構造積層ツールパスの詳細を指定します。
[製造] > [積層] > [複合軸] > [フィーチャ構造] ![]()
このダイアログには、以下の設定が表示されます。
工具
堆積工具を指定します。電気アーク線、レーザー粉末、またはレーザー ワイヤの工具を選択します。
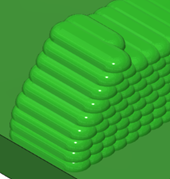
ビード幅
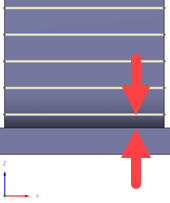
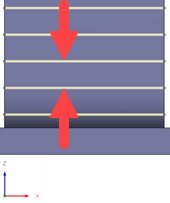
フィーチャの堆積に使用する溶融材料の幅を指定します。
ストック シミュレーション中の小さなビード幅(左)と大きなビード幅(右)の例:

ビードは、マシンに指定されている供給原料(ワイヤやパウダーなど)とは異なります。
堆積送り速度
ビード材料を堆積するときの堆積ヘッドの移動速度を指定します。
ストック シミュレーション中に堆積されるビードの例:
進入送り速度
堆積動作に移行するときの堆積ヘッドの移動速度を指定します。
退出送り速度
堆積動作から移行する際の堆積ヘッドの移動速度を指定します。
切込み送り速度
溶融材料を堆積するためにレイヤに向かって移動するときの堆積ヘッドの移動速度を指定します。
ベース タイプ
フィーチャを堆積する基準サーフェスのフォームを指定します。
- 平面: XY 平面の平坦なサーフェス。
- 円柱: 円柱状のサーフェス。
- 回転のサーフェス: X 軸を中心に曲線を回転させて生成されるサーフェス。
- 任意: フリーフォームのサーフェス。
ベース
ベース サーフェスを定義します。
キャンバスで、1 つまたは複数の面をクリックします。
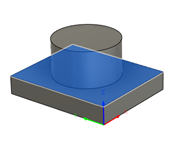
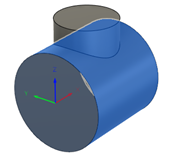
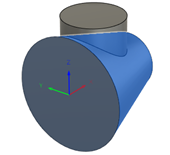
左から右に、XY 平面の平坦なサーフェス、円柱状のサーフェス、曲線の回転により生成されたサーフェス、フリーフォームのサーフェスの例:
フィーチャ
堆積させるフィーチャを定義します。
キャンバスで、ボディまたはボディの面をクリックします。
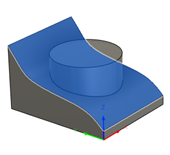
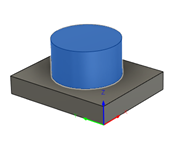
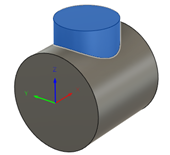
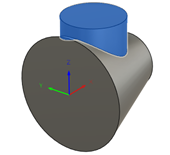
左から右に、平面のベース、円柱のベース、回転のサーフェスのベース、任意のベース上のフィーチャの例:
工具方向
セットアップ内で定義した工具方向がオーバーライドされます。
詳細については、「工具方向の概要」を参照してください。
モデル
セットアップ内で定義したモデルのジオメトリ(サーフェスまたはボディ)がオーバーライドされます。
移動高さ
積層ツールパスの開始地点に移動する際、工具が最初に早送りで移動する高さを指定します。
退避高さ: [退避高さ]からの増分オフセットです。
モデル トップ: [モデル トップ]からの増分オフセットです。
モデル ボトム: [モデル ボトム]からの増分オフセットです。
選択: モデル上の選択された点(頂点)、エッジ、または面からの増分オフセットです。
原点(絶対): セットアップまたは[工具方向]グループで定義された原点からの絶対値オフセットです。
退避高さ
工具が次のパスの前に上に移動する高さを指定します。
移動高さ: [移動高さ]からの増分オフセットです。
モデル トップ: [モデル トップ]からの増分オフセットです。
モデル ボトム: [モデル ボトム]からの増分オフセットです。
選択: モデル上の選択された点(頂点)、エッジ、または面からの増分オフセットです。
原点(絶対): セットアップまたは[工具方向]グループで定義された原点からの絶対値オフセットです。
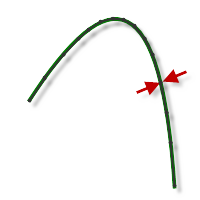
許容差
加工許容差は、ツールパスの生成および図形三角パッチに使用される許容差の合計です。合計許容差を取得するために、その他のフィルタリングの許容差をこの許容差に加算する必要があります。
緩い許容差(左)と厳しい許容差(右)の例:
 |
| 
工作機械の輪郭動作は、線分 G1 および円弧 G2、G3 コマンドを使用してコントロールされます。これに対応するには、線形化することにより Fusion をスプラインおよびサーフェス ツールパスに近づけ、多数の短い線分セグメントを作成して目的の形状に近似させます。ツールパスを目的の形状にどの程度正確に一致させられるかは使用する線分の数に大きく依存します。より多くの線分を作成することによりスプラインまたはサーフェスの呼び形状により近似したツールパスになります。
データ枯渇
非常に厳しい許容差を常に使用することは魅力的ですが、ツールパス計算時間が長くなる、G-code ファイルが大きくなる、線分移動が非常に短くなるなどのデメリットもあります。Fusion の計算は非常に高速で、最近のほとんどの制御機には少なくとも 1 MB の RAM があるため、最初の 2 つはさほど大きな問題ではありません。しかし、短い線の移動が高速の送り速度と組み合わされると、データ枯渇として知られる現象が発生することがあります。
データ枯渇は制御機がデータを処理しきれなくなった場合に発生します。CNC 制御機が 1 秒あたりに処理できるコード(ブロック)の行数は有限です。古いコンピュータ上では 40 ブロック/秒と少なく、HAAS オートメーション コントロールのような新しいコンピュータ上では 1,000 ブロック/秒以上です。短い線分移動と高い送り速度では、制御機が処理することができる以上の処理速度を強制することができます。そのような場合は、それぞれの移動した後にコンピュータは一時停止し、制御機からの次のサーボ コマンドのために待機する必要があります。
切削ピッチ
レイヤ上のインフィル パス間の水平方向の切削ピッチを指定します。
インフィル
フィーチャの内側にインフィル パスを追加します。
積層ツールパスでは、フィーチャがレイヤにスライスされます。各レイヤは、周長パス、インフィル パス、またはその両方で構成されます。
左から右に、インフィルのみ、周長のみ、インフィルと周長の例:
切削ピッチ許容差
水平方向の切削ピッチからのパーセンテージの偏差を指定します。
基準サーフェス全体でより均一な堆積が可能になるように、切削ピッチが調整されます。たとえば、切削ピッチが 10 mm で、切削ピッチ許容差が 10% の場合、切削ピッチは 9 mm から 11 mm の間で変化します。
0% (左)と 10% (右)の例:
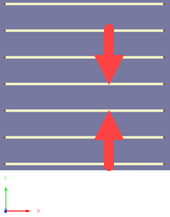
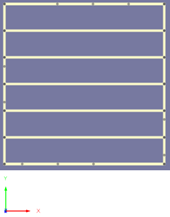
方向
インフィル パス中の堆積を一方向のみ([一方向])で行うか、両方向([2 方向])で行うかをコントロールします。
[一方向]を選択した場合(左)と、[2 方向]を選択した場合(右)のインフィルの例:
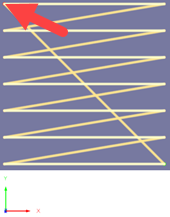
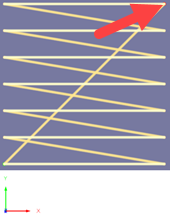
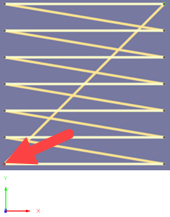
開始コーナー
WCS との相対値として渡される、インフィルの開始位置を指定します。
左から右に、[左上]、[右上]、[左下]、[右下]の例:
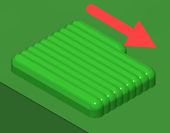
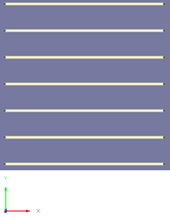
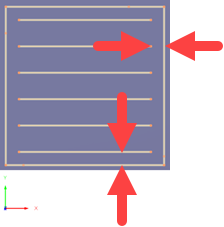
開始位置
インフィル パスの移動の方向を X 軸に沿ってコントロールします。
円柱タイプ ベースに沿って最小 X (左)の開始位置と最大 X (右)の開始位置から移動するインフィル パスの例:
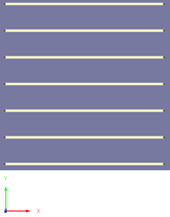
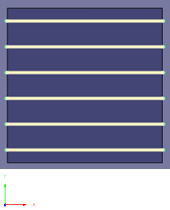
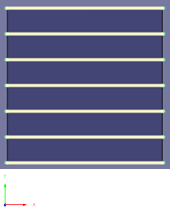
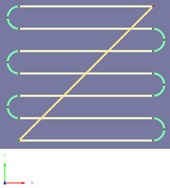
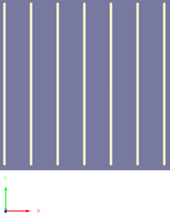
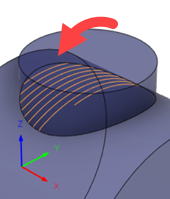
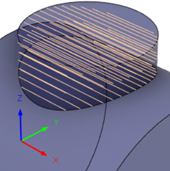
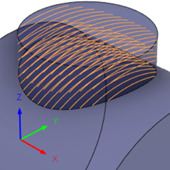
[角度]
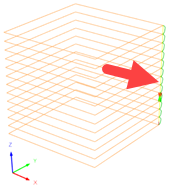
最初のレイヤ上を通過するインフィルの角度を指定します。これは、Z 軸を中心に X 軸から反時計回りに測定されます。
左から右に、0 度、45 度、および 90 度の例:

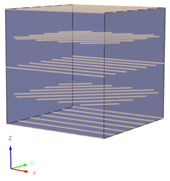
角度パターン
レイヤが上に進むにつれてインフィル パスが繰り返される方法をコントロールします。
45 度の回転角度(左)と 45 度の代替角度(右)の例:

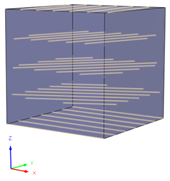
回転角度
インフィル パスの連続する各レイヤの角度の増加を指定します。この角度は、Z 軸を中心に X 軸から反時計回りに測定されます。
25 度(左)と 45 度(右)の例:
代替角度
インフィル パスの他のすべてのレイヤの角度を指定します。この角度は、Z 軸を中心に X 軸から反時計回りに測定されます。
45 度(左)と 90 度(右)の例:

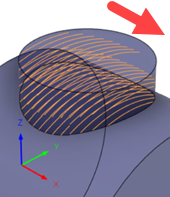
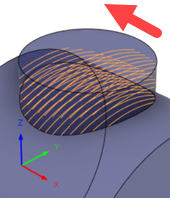
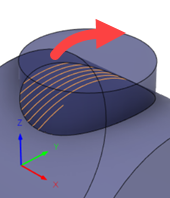
回転方向
インフィル パスの移動方向をコントロールします。X 軸を見下ろすことによって認識されます。
円柱タイプ ベースを時計回り(左)と反時計回り(右)に移動するインフィル パスの例:
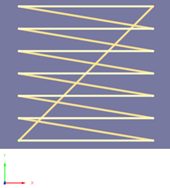
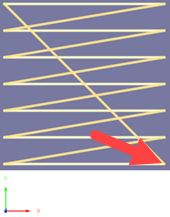
スタイル:
インフィル パスを X 軸沿いに配置するか、X 軸に交差するように配置するかをコントロールします。
[沿う方向]を選択した場合(左)と[横方向]を選択した場合(右)の例:
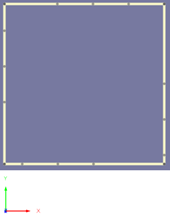
Perimeter
フィーチャの周囲に周長パスを追加します。
積層ツールパスでは、フィーチャがレイヤにスライスされます。各レイヤは、周長パス、インフィル パス、またはその両方で構成されます。
左から右に、インフィルのみ、周長のみ、インフィルと周長の例:
順序
インフィル パスの前に周長パスを追加するか、後に追加するかをコントロールします。
ギャップ幅
周長パスとインフィル パスの間の間隔を指定します。
範囲
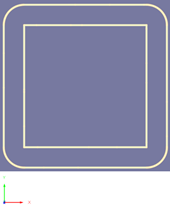
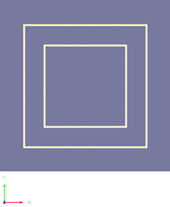
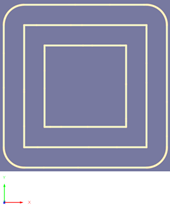
追加した厚みがフィーチャのエッジに適用される方法をコントロールします。
パスの数: 周長パスの外側と内側にオフセットする追加パスの数を指定できます。
距離: 周長パスの外側と内側の距離を指定し、切削ピッチに基づいて、できるだけ多くの追加パスを自動的に追加します。
左から右に、[外向きオフセット]を選択した場合、[内向きオフセット]を選択した場合、および[外向きおよび内向きオフセット]を選択した場合の例:
外向きオフセット
周長パスから外向きにオフセットされる追加パスの数を指定します。ゼロ以外の正の値を指定すると、フィーチャの壁の外側に厚さが追加されます。
内向きオフセット
周長パスから内向きにオフセットされる追加パスの数を指定します。ゼロ以外の正の値を指定すると、フィーチャの壁の内側に厚さが追加されます。
最小外向き距離
周長パスから外向きにオフセットされる距離を指定します。このオフセット内で、切削ピッチに基づいて追加パスが自動的に追加されます。
最小内向き距離
周長パスから内向きにオフセットされる距離を指定します。このオフセット内で、切削ピッチに基づいて追加パスが自動的に追加されます。
レイヤ内の回転
同じレイヤ上の、周長パスの開始位置の角度の増加を指定します。この角度は、Z 軸を中心に X 軸から反時計回りに測定されます。
開始位置を変更すると、堆積したビード上に表示される継ぎ目が形成されなくなります。
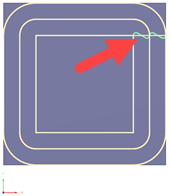
**継ぎ目が発生する 0 度の例。
レイヤ間の回転
連続するレイヤ上の、周長パスの開始位置の角度の増加を指定します。この角度は、Z 軸を中心に X 軸から反時計回りに測定されます。
開始位置を変更すると、堆積したビード上に表示される継ぎ目が形成されなくなります。
**継ぎ目が発生する 0 度の例。
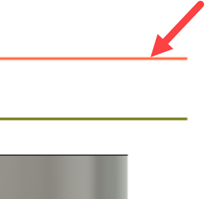
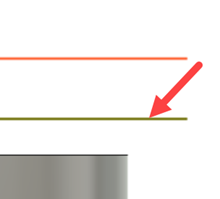
基準からのオフセット
基準サーフェスとパスの最初のレイヤ間の距離を指定します。
レイヤの厚さ
パスの連続する各レイヤ間の距離を指定します。
工具軸
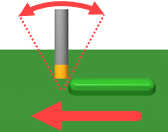
工具が前方、後方、および横方向にどのくらい傾斜できるかなど、追加の工具軸コントロールを追加します。
工具軸コントロールは、堆積の際に堆積工具のヘッドを特定の角度に維持するために役立ちます
前傾
移動方向を基準にして工具が前方(正)または後方(負)に傾斜する角度を指定します。
横方向傾斜
移動方向を基準にして工具が横方向に傾斜する角度を指定します。
モード
周長パスの工具軸をコントロールします。
基準サーフェス法線: 基準サーフェスに工具軸法線を保持します。
前のレイヤへ: サーフェスの勾配に工具軸の接線を位置合わせします。
退避方法
工具がパス間で移動する方法をコントロールします。
完全退避: 次のパスの始点上を移動する前に、工具をパスの終端で退避高さまで完全に退避させます。
最小退避: 工具がワークピースをクリアする最低の高さプラス任意の指定したセーフ距離までまっすぐ上に移動します。
最短パス: 工具はパス間の直線の最短可能距離を移動します。
重要: [最短パス]オプションは、G0 動作が直線である線形化早送り動作(すべての軸を最大速度で駆動する G0 動作(「参照線」動作とも呼ばれる)との比較)をサポートしないマシンでは使用できません。この規則に従わないと、ソフトウェアによって正しくシミュレートできないマシン モーションになり、工具がクラッシュする可能性があります。
線形化早送り動作をサポートしないマシンでは、ポスト プロセッサはすべての G0 動作を高速送り G1 動作に変換するように変更することができます。ポスト プロセッサを変更する方法の詳細や手順については、テクニカル サポートに連絡します。
セーフ距離
退避動作時の工具とパーツ サーフェス間の最短距離を指定します。距離は仕上げ代が適用された後に測定されるため、負の仕上げ代を使用する場合は、セーフ距離が衝突を回避するのに十分な大きさであることを特に注意して確認する必要があります。
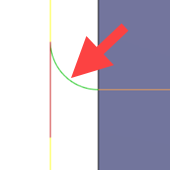
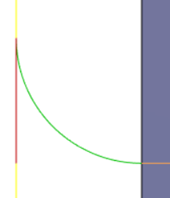
Lead-In
進入動作の半径を指定します。
2 mm の半径(左)と 0.5 mm の半径(右)の例:

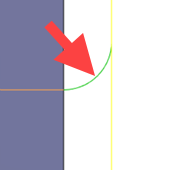
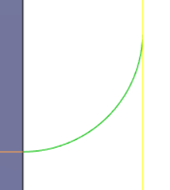
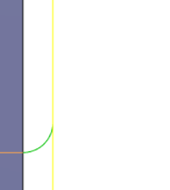
退出
退出動作の半径を指定します。
0.5 mm の半径(左)と 2 mm の半径(右)の例:
移動タイプ
パス間での接続のタイプを指定します。
- 接触なし: 横方向のピッチは、同一 Z 深さで互いに繋がりませんが、退避動作で接続されます。
- 直線: まっすぐな線を使って、より単純かつ直接的に接続します。
- 最短パス: 加工領域間を可能な限り最短な経路で移動します(基本的に 1 本の直線動作となります)。
- スムーズ: 適切な場所には真円を使って、スムーズな正接の動作を行います。