NC プログラム コード サンプルのリファレンス
[設定]タブのパラメータを使用して行うことができるコード変更のタイプを示すサンプルです。これは完全なリストではなく、より一般的なコード変更のみが示されています。
[名前/番号]: NC コントロールの要件に応じて、プログラムの名前または番号を入力します。多くの G コード コントロールでは、これは NC プログラムの最初の行として表示されます。先頭に文字「O」が付きます。
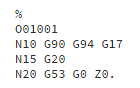
[コメント]: 加工ジョブに関する説明を入力します。これは、パーツ番号、顧客名、特殊な固定具情報などです。これは通常、NC プログラムの最初の数行にコメントとして表示されます。
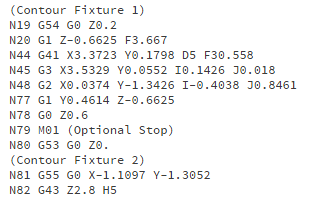
[オプショナル ストップ]: CNC 制御機で設定された条件に基づいて、マシン動作を停止するマシン コードを出力します。パーツまたは工具を検査するために、ツールパス操作間でマシンを停止するために使用します。以下の行 N79 に示されています。
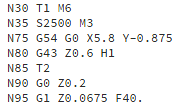
[工具のプリロード]: 工具ステージングとも呼ばれ、次の工具を事前に配置して、工具変更シーケンスの準備をします。行 N30 で Tool 1 の工具変更を呼び出し、行 N85 で次の操作のために Tool 2 の事前読み込みまたはステージングを行います。
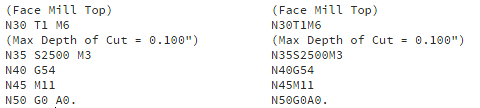
[スペースで単語を区切る]: NC コードの単語間にスペースを追加して、オペレータが読みやすくします。
[シーケンス番号増分]: ブロック番号の増分方法を指定します。
10 で開始して 5 ずつ増分します。 - 2 で開始して 2 ずつ増分します。

[開始シーケンス番号]: NC プログラムの最初のコード ブロックの番号を指定します。
10 で開始して 5 ずつ増分します。 - 2 で開始して 2 ずつ増分します。
[シーケンス番号を使用]: NC プログラムでブロック番号を使用するかどうかを指定します。
シーケンス番号がオン - シーケンス番号がオフ

[半径指定の円弧]: 円弧の形式を IJK 中心定義から半径サイズで指定される円弧に変更します。

[マシンを書く]: マシンのポスト プロセッサにリストされているマシン情報を NC プログラムに書き込みます。
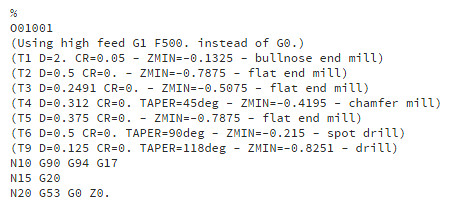
[工具リストを書き込み]: 工具のリストを NC プログラムに書き込みます。工具番号、工具サイズ、工具オフセットなどの情報を含めることができます。