작업 3: 세 개의 포켓 대략적인 처리
이 작업에서는 어댑티브 클리어링 전략을 사용하여 세 포켓을 거칠게 깎습니다. 이 전략은 주로 큰 영역을 포켓팅하는 데 사용됩니다. 어댑티브 클리어링에서 도구 경로를 계산하는 방식으로 인해 모서리가 날카로운 홀수 쉐이프의 포켓에는 매우 효율적입니다. 어댑티브 클리어링은 많은 양의 재질을 신속하게 제거하는 데 사용할 수 있는 적합한 도구 경로입니다.
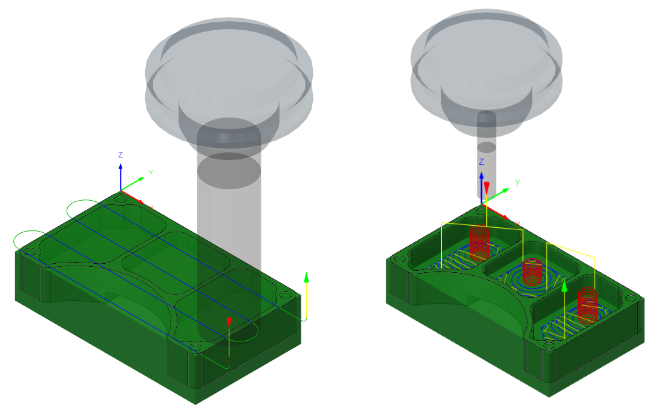
이전에는 부품 상단(왼쪽)을 따라 적용된 면 도구 경로를 표시했습니다. 그런 다음 3개의 포켓(오른쪽)에 적용된 2D 어댑티브 클리어링 도구 경로를 표시합니다.
필수 조건
- 작업 2가 완료되었습니다.
단계
이 거칠게 만들기 작업을 위해 도구 라이브러리에서 1 – Ø1/4" (플랫 끝 밀) 도구를 선택합니다.
제조 도구막대의 밀링 탭에서 2D > 2D 어댑티브 클리어링
 을 선택합니다.
을 선택합니다.도구 탭에서 선택을 클릭하여 도구 라이브러리
 에 액세스합니다.
에 액세스합니다.모두 > 문서 > 2D 어댑티브 밀링 튜토리얼 v1 문서에서 1 – Ø1/4"(플랫 끝 밀)를 선택합니다.
확인을 클릭하여 도구를 선택하고 대화상자를 닫습니다.
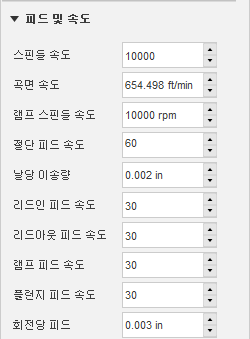
도구 스핀들 속도와 램프 스핀들 속도를 모두 10000rpm으로 증가시키십시오.
2D 어댑티브 대화상자에서 스핀들 속도를 10000rpm으로 설정합니다.
램프 스핀들 속도를 10000rpm으로 설정합니다.
절단 피드 속도를 60 인치/분으로, 리드인 피드 속도, 리드아웃 피드 속도, 램프 피드 속도 및 플런지 피드 속도를 30 인치/분으로 늘리고, 회전당 절단 피드를 0.003인치로 설정하십시오.
동일한 2D 어댑티브 대화상자에서 절단 피드 속도를 60인치/분으로 설정합니다.
리드인 피드 속도를 30인치/분으로 설정하십시오.
리드아웃 피드 속도를 30인치/분으로 설정합니다.
램프 피드 속도를 30인치/분으로 설정합니다.
플런지 피드 속도를 30인치/분으로 설정하십시오.
주: 회전당 절단 피드는 자동으로 0.003인치로 변경됩니다.
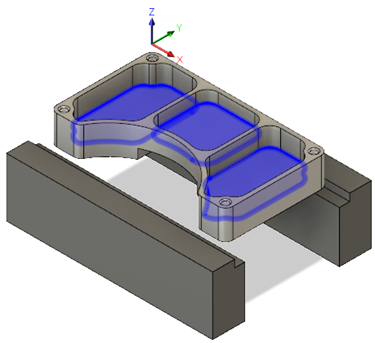
포켓 하단에서 2D 어댑티브 클리어링 도구 경로를 적용할 세 면을 선택합니다. 이러한 절점은 가공을 위한 경계 한계와 절단의 최종 깊이를 나타냅니다.
형상 탭
 을 클릭합니다.
을 클릭합니다.포켓 하단의 세 면을 선택할 수 있도록 포켓 선택이 활성화되어 있는지 확인합니다.
2D 어댑티브 명령 팔레트를 닫지 마십시오. 대신, 다음 단계를 계속 진행합니다.
복귀시 이송 속도를 60 인치/분으로 설정하고 도구 경로를 작성합니다. 복귀시 이송 속도는 도구가 재질에 접촉하지 않지만 수축되지 않았을 때 사용되는 피드 속도입니다.
링크 탭
 을 클릭합니다.
을 클릭합니다.복귀시 이송 속도를 60인치/분으로 설정합니다.
확인을 클릭하여 도구 경로를 작성합니다.
작업 3 요약
이 작업에서는 도구를 선택하고 부품의 세 포켓에 2D 어댑티브 클리어링 도구 경로를 적용했습니다.
이전에는 부품 상단(왼쪽)을 따라 적용된 면 도구 경로를 표시했습니다. 그런 다음 3개의 포켓(오른쪽)에 적용된 2D 어댑티브 클리어링 도구 경로를 표시합니다.