NC 프로그램 코드 샘플 참조
다음은 설정 탭의 매개변수를 사용하여 변경할 수 있는 코드 유형의 샘플입니다. 전체 리스트가 아니라 보다 일반적인 코드 변경 사항만 표시됩니다.
이름/번호 - NC 컨트롤의 요구 사항에 따라 프로그램 이름 또는 번호를 입력합니다. 이는 많은 G-코드 컨트롤에서 NC 프로그램의 첫 번째 줄로 표시됩니다. 문자 "O"가 앞에 옵니다.
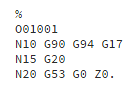
주석 - 기계가공 작업에 대한 설명을 입력합니다. 이는 부품 번호, 고객 이름 또는 특수 부속 정보일 수 있습니다. 일반적으로 NC 프로그램의 처음 몇 줄에 주석으로 표시됩니다.
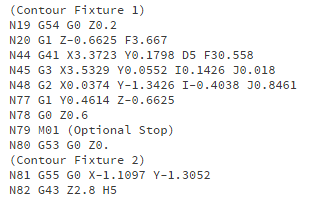
선택적 중지 - CNC 컨트롤에 설정된 조건을 기준으로 기계 동작을 중지하기 위한 기계 코드를 출력합니다. 부품/도구 검사를 위해 도구 경로 작업 사이의 기계를 중지시키는 데 사용됩니다. Line N79 아래에 표시됩니다.
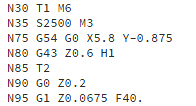
도구 미리 로드 - 도구 스테이징이라고도 하며, 도구 변경 시퀀스에 맞게 다음 도구를 미리 배치합니다. Line N30은 도구 1의 도구 변경을 호출하고, Line N85는 다음 작업을 위해 도구 2를 미리 로드/스테이징합니다.
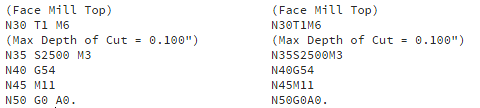
공백으로 단어 구분 - 연산자가 더 쉽게 읽을 수 있도록 NC 코드 단어 사이에 공백을 추가합니다.
시퀀스 번호 증분 - 블록 번호가 증분되는 방법을 지정합니다.
10에서 시작하고 5씩 증분합니다. - 2에서 시작하고 2씩 증분합니다.

시작 시퀀스 번호 - NC 프로그램의 첫 번째 코드 블록에 대한 번호를 지정합니다.
10에서 시작하고 5씩 증분합니다. - 2에서 시작하고 2씩 증분합니다.
시퀀스 번호 사용 - NC 프로그램에서 블록 번호를 사용해야 하는지 여부를 지정합니다.
시퀀스 번호 켜기 - 시퀀스 번호 끄기

반지름 호 - 호 형식을 IJK 중심 정의에서 반지름 크기로 지정된 호로 변경합니다.

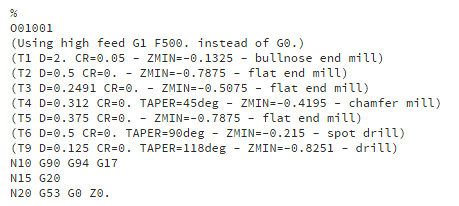
쓰기 기계 - 기계 후처리기에 나열된 기계 정보를 NC 프로그램에 기록합니다.
도구 리스트 쓰기 - NC 프로그램에서 도구 리스트를 작성합니다. 도구 번호, 도구 크기 및 도구 간격띄우기와 같은 정보를 포함할 수 있습니다.