사후 처리 탭 참조
 사후 처리 탭 설정
사후 처리 탭 설정
프로그램 이름 또는 번호, 프로그램 주석 및 작업 간격띄우기와 같은 사후 처리 매개변수는 사후 처리 탭에서 제공할 수 있습니다.
작업 간격띄우기는 후처리기 구성에 CNC 컨트롤의 해당 0 테이블 색인(예: G54-G59)으로 매핑됩니다. 일반적으로 값 1은 CNC 컨트롤에서 사용 가능한 첫 번째 0 색인(예: G54)이 되도록 설정됩니다. WCS 출력설정 및 작업 간격띄우기는 일반적으로 서로 일대일로 일치하도록 설정됩니다.
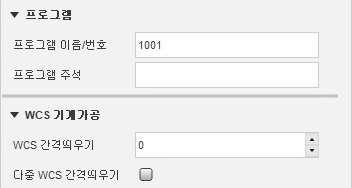
프로그램 이름/번호
프로그램 이름 또는 번호를 지정합니다. 이 매개변수는 후처리기에서 사용할 수 있습니다.
프로그램 주석
프로그램 주석을 지정합니다. 이 매개변수는 후처리기에서 사용할 수 있습니다.
WCS 출력설정
이 설정에서 작업을 구동하는 좌표계의 번호입니다. 이 숫자는 후처리기로 정의된 특정 G 코드와 일치합니다.
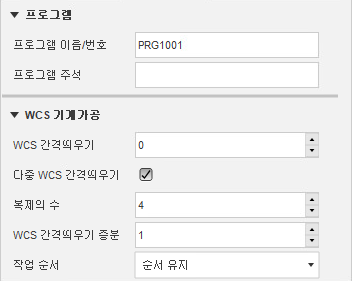
WCS 다중 출력설정
가공품을 복제하도록 지정하려면 사용으로 설정합니다.
복제의 수
가공물 복제본 수를 지정합니다.
WCS 출력설정 증분
가공물 복제에 사용되는 작업 간격띄우기 증분을 지정합니다.
작업 순서
개별 작업의 순서를 지정합니다.
- 순서 유지 - 피쳐가 선택된 순서대로 기계가공되도록 지정합니다.
- 작업별 순서 - 개별 작업의 순서를 지정합니다.
- 도구별 순서 - 도구별 작업 순서를 지정합니다. 예를 들어, Ø3/4" 플랫 밀을 사용하는 모든 작업이 먼저 기계가공됩니다. 그런 다음, 다른 동일한 도구인 Ø1/4" 플랫 밀을 사용하는 다음 작업 세트가 기계가공됩니다.
다중 설정 작업 간격띄우기 사용
Fusion에서는 WCS 다중 출력설정 기능을 사용하여 전체 설정의 패턴을 지정하도록 지원합니다. 즉, 기본적으로 다른 작업 간격띄우기를 사용하여 전체 설정을 복제합니다. 이 기능은 일반적으로 각 인스턴스의 개별 위치를 정확하게 알 수 없는 경우에 사용됩니다.
WCS 다중 출력설정을 사용으로 설정한 후에는 사용할 총 복제의 수와 작업 출력설정 증분을 지정할 수 있습니다. 또한 복제된 도구 경로의 순서(설정별, 작업별 또는 도구별)를 선택할 수 있습니다.
다중 작업 간격띄우기 사용
WCS 출력설정 필드의 설정은 후처리기에 따라 다릅니다. 이 경우에는 Fanuc 게시물을 사용하므로 1을 지정하면 첫 번째 작업 간격띄우기(G54)가 사용됩니다. 그 다음 필드는 복제의 수입니다. 이 경우 4이므로 다음 간격띄우기는 1씩 증가하여 G55, G56 및 G57이 됩니다.
각 복제의 물리적 설정이 균일한 간격으로 배치된 경우 일반 패턴 피쳐를 대신 사용할 수도 있습니다. 이렇게 하면 복제된 도구 경로를 완전히 시뮬레이션할 수 있습니다. 그러나 이 방법을 사용하려면 각 복제에 대한 스톡을 정렬하는 도구 경로를 추가해야 합니다.