このセクションでは、充填過程中における金型内の溶解樹脂の流動を予測する成形品充填シミュレーションを実行します。
充填解析シミュレーションでは、射出位置から段階的に伸張していく成形品内のフロー フロントを計算します。このシミュレーションは、速度/圧力切替点に達するまで実行されます。充電シミュレーションには 2 つのタイプがあります。個々のプラスチック成形品を評価する成形品充填解析と、フィード システムを含めた金型設計全体を評価する金型充填解析です。成形品充填解析を実行する前に、材料および成形品プロセス設定を定義する必要があります。また、少なくとも 1 つのゲート位置が存在していなくてはなりません。
- リボンで[コア/キャビティ]タブ > [プラスチック パーツ]パネル > [成形品充填解析]
 をクリックします。
をクリックします。 - [成形品充填解析]ダイアログボックスで[開始]をクリックします。
- [解析実行中]ダイアログ ボックスで[OK]をクリックします。
- [サマリー]ダイアログ ボックスを確認します。
[サマリー]ダイアログ ボックスの上部に、「この成形品は充填が容易ですが、品質は許容レベルにならないおそれがあります」というような内容の情報が示されます。この情報は、[品質予測]プロットを確認してその品質に関する問題の重要性を決定し、問題の発生場所が成形品の性能に重大な影響を及ぼすものかどうかチェックすることを示すものです。プロセス設定、ゲート位置、材料などの変数を変更することによってその結果を改善できるかどうか判断するための追加の充填解析が表示されます。
- [キャンセル]をクリックして、[サマリー]ダイアログ ボックスを閉じます。
- モデル ウィンドウ内を右クリックして[ホーム ビュー]をクリックしてモデルをデフォルトの方向に戻します。
- Mold Design ブラウザで、[MobileTopComplete] > [結果] > [充填]ノードを展開します。次の 6 つについて結果が生成されます: 充填時間、プラスチック フロー、充填確実性、品質予測、エアー トラップ、およびウエルド ライン。
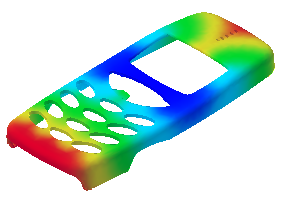
- [充填時間]ノードをダブルクリックします。モデルが次の図のように表示されます。
- ブラウザで[エアー トラップ]および[ウエルド ライン]ノードを右クリックし、表示されたメニューから[オーバーレイ]を選択します。充填時間の表示に、次の図のようにエアー トラップとウエルド ラインが含められるようになります。
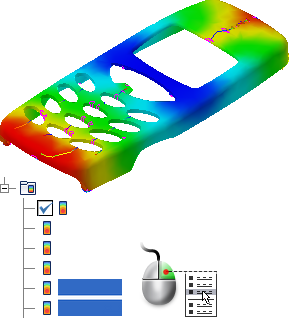
- これらのノードは個別、または、まとめて有効にして、モデルの表示を変えることができます。ブラウザで[エアー トラップ]および[ウエルド ライン]ノードを右クリックし、[オーバーレイ]の選択を解除します。
- 色のコントーの凡例を使用してモデルのカラー表示を確認します。この場合、各領域について充填時間が表示されます。
充填時間結果では、キャビティ充填時のフロー フロントの位置が一定の間隔で示されます。色のコンターは、成形品の中で同時に充填が行われた部分を表します。射出開始時には、フロー フロントは濃い青色で表されます。最後に充填する場所は赤色で示されます。カラーがないところは充填していない、つまりショート ショットをもつ成形品になります。
コンター ラインの間隔、またはカラー帯の幅が流量速度の指標になります。各ラインまたは各帯間の時間が同じなので、ラインまたは帯の間隔がより離れると、フロー フロントはより早く移動することになります。充填時間結果が良好な成形品では、フロー パターンのバランスがとれています。次も該当します。
- すべてのフロー パスの充填が同時に完了していることを確認します。各フロー フロントがモデルの末端に同時に到達し、各フロー パスは赤色のコンターで終了します。1 つのフロー パスが他のパスより先に完了した場合、過充填の可能性があります。
- コンターが等間隔である。コンターの間隔は、溶解樹脂が流れる速度を表します。間隔の広いコンターは急速な流動を表します。間隔が狭いコンターは成形品の充填速度が遅いことを表します。間隔の狭いコンターはためらいを表します。
このチュートリアルでは、ゲートの中心位置が、バランスの取れた充填パターンに極めて近い形になるようにしています。フロー フロントは成形品の下部に達する直前に上部へと到達します。流量速度はゲート付近で高くなり、成形品の下部(キーパッドの下)で比較的高くなります。これらの領域では、フロー フロントが成形品の他の部分に比べて大きいというわけではないので、速度は高くなります。高い速度の領域は高いせん断応力がある傾向があります。
- Mold Design ブラウザで、[品質予測]ノードをダブルクリックします。モデルが次の図のように表示されます。
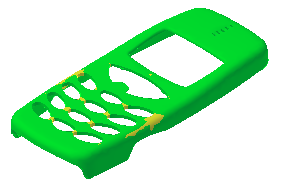
品質予測結果では、成形品の外観やその機械的特性の品質を予測します。品質予測は、次のスライディング スケールに基づいて表示されます。
- 緑色の部分は品質上の問題がありません。
- 黄色の部分には品質上の問題がある可能性があります。
- 赤色の部分には確実に品質上の問題があります。
このモデルでは、ほとんどの部分について、品質上の問題がないことを示す緑色で表されています。モデルの一部の領域が黄色になっていますが、これはそこに品質上の問題がある恐れがあるので、改めて調べる必要があることを示しています。品質上の重大な問題があることを示す領域はありません。