このヘルプ トピックでは、射出圧縮成形または圧縮成形解析で生成する結果について説明します。
テキスト表示の結果
次の表は、射出圧縮解析で生成するテキスト表示の結果を示しています。
- [充填体積 %]
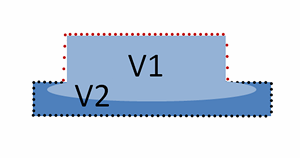
- 充填過程の開始時に、解析ログにテーブルが書き込まれます。3D メッシュのモデルでは、[体積充填 %]列には、任意の時点での樹脂計量体積が、成形品メッシュの体積のパーセントとして表示されます。 次の図では、V1 は圧縮成形解析での計量の体積を表します。射出圧縮成形では、V1 は 0 をわずかに超える程度です。V2 は成形品の体積を表し、解析を通じて一定です。
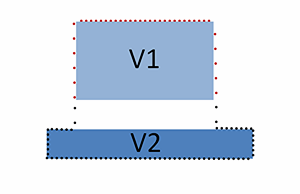
[体積充填 %]での V1 と V2 の図
任意の時点での体積充填(FV)% は次の式で与えられます。
FV = V1 / V2 * 100
圧縮成形解析では、樹脂の初期計量体積は、成形品の充填に必要な体積に近いか、それ以上になります。したがって、[体積充填 %]は 100% に近いか、それより大きくなります。これは、成形品の充填に必要な量よりも多くの樹脂があることのみを意味します。成形品が充填されているということではありません。
射出圧縮成形解析では、初期計量体積は 0 に近くなります。したがって、[体積充填 %]は 0 に近くなります。
重要: 成形品が充填されているかどうかを確認するには、[充填ノード %]列を確認してください。プレスが下に移動してプレス オープン距離の末端に近づき、樹脂への圧力が高くなると、樹脂の密度が増加し、[体積充填 %]が減少します。このため圧縮成形解析では、解析の開始時の[体積充填 %]は、解析終了時の[体積充填 %]より大きくなることがあります。
- [充填ノード %]
- [充填ノード %]の結果は、解析の開始時に充填されていなかった成形品ノードのうち、充填されたノードのパーセンテージを示します。ノードが成形品全体に均等に分散している場合、この値は充填されている成形品のパーセンテージに近くなります。ノードに均等に分散されていない場合で、ノードの密度を高い領域と密度の低い領域があると、[充填ノード %]は成形品の充填の度合いを反映しません。
解析の開始時に、成形品メッシュは上方に引き伸ばされて樹脂計量に合わせて調整され、圧縮プレス サーフェスを表します。赤で示された、初期計量と接触するノードは時間 t = 0 のときに充填されたとみなされ、[充填ノード %]の結果は 0 に等しくなります。
ノード充填プロセスの図
プレスが下に移動すると、メッシュが成形品の形状に戻り、樹脂が成形品メッシュに移動します(スペースがある場合は横方向も含まれます)。このプロセスでは、樹脂計量に引き伸ばされたノードは、元の位置にゆっくり戻り、追加ノードが充填されます。[充填ノード %]の結果は、時刻 t = 0 以降に充填された追加ノードのパーセンテージを示します。
- ショート ショット
- ショート ショットは、解析のクロック時間が(プレス開始時間 + プレス圧縮時間 + 硬化(または冷却)時間)よりも大きい場合に宣言されます。ショート ショットがこの時間より前に検出された場合、冷却(硬化)時間はサイクル タイムに合わせて短縮されます。
グラフィック表示の結果
 Midplane
Midplane - 熱可塑性樹脂射出圧縮成形
- リアクティブ射出圧縮成形解析タイプ
 3D
3D - 熱可塑性樹脂射出圧縮成形
- 熱可塑性樹脂圧縮成形
- リアクティブ射出圧縮成形解析タイプ
- リアクティブ圧縮成形
結果の詳細(表示内容の解釈など)は、次の表の結果名をクリックしてください。
| 結果 | メッシュ タイプでのサポート |
|---|---|
| プレス力: XY プロット |
|
| プレス変位: XY プロット |
|
| プレス速度: XY プロット |
|
| キャビティの体積: XY プロット |
|
| 圧縮表面プロパティ結果 |

|