Inventor HSM は、各工具および個々の加工操作に対して定義できる複数の異なる送り速度を提供します。これらすべての送り速度を使用できることで、柔軟性が高まり、工具の摩耗と加工時間を減らし、パーツの品質を向上させることができます。次のリストで、さまざまな送り速度を使用した場合について説明します。
切削送り速度
加工に使用される主要な送り速度です。プレビューとシミュレーションでは青に色付けされます。
進入送り速度
フライス加工方法では、リンク動作からストックを差込むときに使用される送り速度です。ドリルでは、切込み動作と切削動作で使用されます。緑に色付けされます。
退出送り速度
フライス加工方法では、リンク動作のストックを残すときに使用される送り速度です。やはり緑に色付けされます。
ランプ送り速度
ランプを使用してストックを入れるときに使用される送り速度です。緑に色付けされます。ランプ モーションは、加工方法(負荷制御、ポケット、平坦部加工、輪郭)に基づいて定数 Z 軸で使用されます。
切込み送り速度
ストックを入れる垂直方向の動作に使用されます。この動作は、ランプのタイプとして[切込み]が選択されている場合にのみ発生します。赤に色付けされます。切込みモーションは、加工方法(負荷制御、ポケット、平坦部加工、輪郭)に基づいて定数 Z 軸で使用されます。
高速送り速度
プレビューとシミュレーションの黄色のツールパスは早送り動作を示し、G0、FMAX、またはこれに相当する出力です。ポスト プロセッサ設定によって異なります。
早送り動作ではなく、高速送り動作を使用する方が望ましい場合があります。この場合は、[リンク]タブで[高速送りモード]を設定することができます。
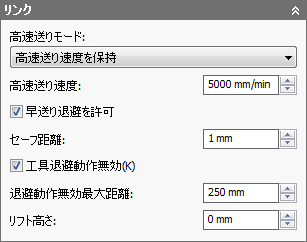
早送り動作を 5000 ミリ/分の高速送り動作に変更する
その他の送り速度
2D 輪郭と面の場合は、最後の加工パスの送りをコントロールする個別の仕上げ送り速度を設定することができます。
負荷制御では、退避リンク中に非拘束動作の送り速度を設定することができます。
多くの方法で、鋭角のコーナーでの送り速度を小さくすることができる送り最適化フィーチャも提供されます。