|
アクセス: |
リボン:
[CAM]タブ
 [2D ミル]パネル
[面]
[2D ミル]パネル
[面]

|
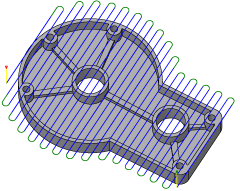
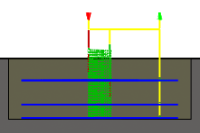
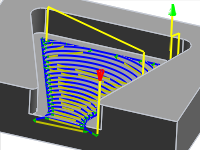
フェイシング方法は、詳細な加工を加えるために原ストックを準備するクイック パーツ フェイシング用に設計されていますが、一般的にフラット領域をクリアするのにも使用できます。
 [工具]タブの設定
[工具]タブの設定
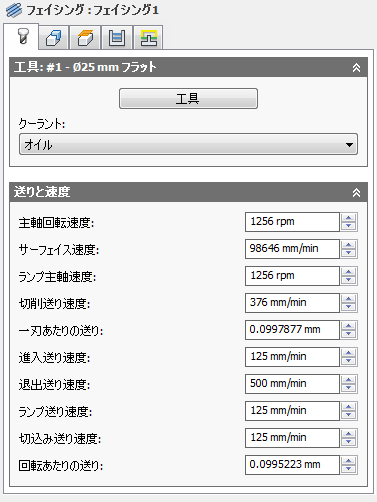
冷却水:
工具で使用される冷却水のタイプです。
主軸回転速度:
主軸の回転速度です。
サーフェス速度:
サーフェス上の工具の速度として表される主軸回転速度です。
ランプ主軸速度:
ランプの動作を実行するときの主軸の回転速度です。
切削送り速度:
切削動作に使用される送りです。
歯あたりの送り:
歯あたりの送りとして表される切削送り速度です。
進入送り速度:
切削動作への進入時に使用される送りです。
退出送り速度:
切削動作からの退出時に使用される送りです。
ランプ送り速度:
ストック内へらせんランプを行うときに使用される送りです。
切込み送り速度:
ストック内へ切込みを行うときに使用される送りです。
回転あたりの送り:
回転あたりの送りとして表される切込み送り速度です。
 [図形]タブの設定
[図形]タブの設定

ストック輪郭
フェイシングする必要のあるストックの外周を指定することができます。
工具方向
座標系の方向と原点のオプションの組み合わせを使用して工具方向を決定する方法を指定します。
[方向]ドロップダウン メニューは、X、Y および Z 座標軸の方向を設定するための次のオプションを提供します。
- WCS 方向を設定: 工具方向に現在の設定の座標系(WCS)を使用します。
- モデルの向き: 工具方向に現在のパーツの座標系(WCS)を使用します。
- Z 軸/平面、X 軸を選択: 1 つの面またはエッジを選択して Z 軸を定義し、別の面またはエッジを選択して X 軸を定義します。Z 軸と X 軸は両方とも 180 度反転させることができます。
- Z 軸/平面、Y 軸を選択: 1 つの面またはエッジを選択して Z 軸を定義し、別の面またはエッジを選択して Y 軸を定義します。Z 軸と Y 軸は両方とも 180 度反転させることができます。
- X 軸、Y 軸を選択: 1 つの面またはエッジを選択して X 軸を定義し、別の面またはエッジを選択して Y 軸を定義します。X 軸と Y 軸は両方とも 180 度反転させることができます。
- 座標系の選択: モデル内の Inventor ユーザ座標系(UCS)からこの操作のための特定の工具方向を設定します。これは、既存の座標系の原点と方向の両方を使用します。方向に適した点および面がモデルに含まれていない場合はこれを使用します。
[原点]ドロップダウン メニューには、座標系の原点を配置するための次のオプションがあります。
- WCS 原点を設定: 工具原点に現在の設定の座標系(WCS)の原点を使用します。
- モデル原点: 工具原点に現在のパーツの座標系(WCS)を使用します。
- 選択された点: 座標系の原点に頂点またはエッジを選択します。
- ストック ボックス点: 座標系の原点にストック境界領域上の点を選択します。
- モデル ボックス点: 座標系の原点にモデル境界領域上の点を選択します。
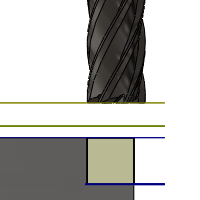
 [高さ]タブの設定
[高さ]タブの設定
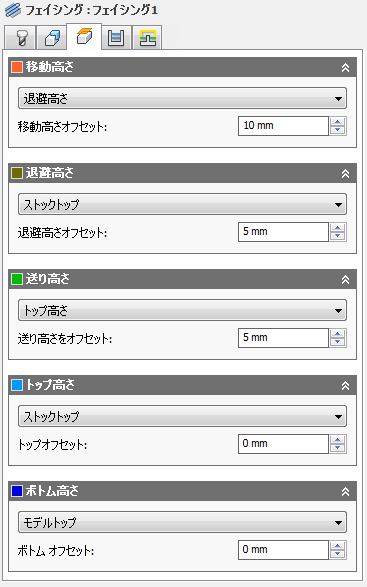
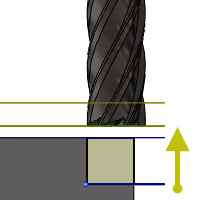
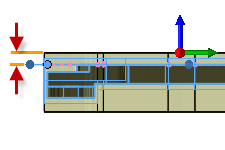
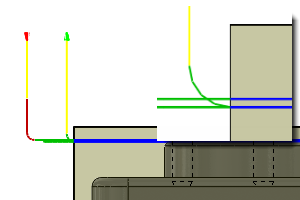
移動高さ
移動高さは、工具パスの始点への動線上で工具が早送りする最初の高さです。
移動高さ
- 退避高さ: [退避高さ]からの増分オフセットです。
- 送り高さ: [送り高さ]からの増分オフセット
- トップ高さ: [トップ高さ]からの増分オフセットです。
- ボトム高さ: [ボトム高さ]からの増分オフセットです。
- モデル トップ: [モデル トップ]からの増分オフセットです。
- モデル ボトム: [モデル ボトム]からの増分オフセットです。
- ストック トップ: [ストック トップ]からの増分オフセットです。
- ストック ボトム: [ストック ボトム]からの増分オフセットです。
- 選択された輪郭: モデル上の選択した輪郭からの増分オフセット
- 選択: モデル上の選択された[点(頂点)]、[エッジ]または[面]からの増分オフセットです。
- 原点(アブソ): 特定の操作での[セットアップ]または[工具方向]内で定義されている[原点]からの絶対値オフセットです。
移動高さオフセット:
移動高さオフセットが適用され、これは上のドロップダウン リスト内の移動高さモードの選択に関連します。
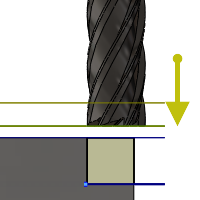
退避高さ
退避高さモードでは、工具が次の切削パスの前に上に移動する高さを設定します。退避高さモードは[送り高さ]および[トップ]より上に設定する必要があります。退避高さモードは、高さを設定するために後続のオフセットとともに使用されます。
退避高さ
- 移動高さ: [移動高さ]からの増分オフセットです。
- 送り高さ: [送り高さ]からの増分オフセット
- トップ高さ: [トップ高さ]からの増分オフセットです。
- ボトム高さ: [ボトム高さ]からの増分オフセットです。
- モデル トップ: [モデル トップ]からの増分オフセットです。
- モデル ボトム: [モデル ボトム]からの増分オフセットです。
- ストック トップ: [ストック トップ]からの増分オフセットです。
- ストック ボトム: [ストック ボトム]からの増分オフセットです。
- 選択された輪郭: モデル上の選択した輪郭からの増分オフセット
- 選択: モデル上の選択された[点(頂点)]、[エッジ]または[面]からの増分オフセットです。
- 原点(アブソ): 特定の操作での[セットアップ]または[工具方向]内で定義されている[原点]からの絶対値オフセットです。
退避高さオフセット:
退避高さオフセットが適用され、これは上のドロップダウン リスト内の退避高さモードの選択に関連します。
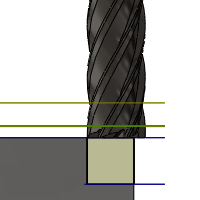
送り高さ
送り高さモードでは、パーツに入る送り速度や切込み速度に変化する前に工具が早送りする高さを設定します。送り高さモードは、[トップ]より上に設定する必要があります。ドリル処理では、初期の送り高さと退避ペック高さとしてこの高さを使用します。送り高さモードは後続のオフセットとともに使用して高さを設定します。
送り高さ
- 移動高さ: [移動高さ]からの増分オフセットです。
- 退避高さ: [退避高さ]からの増分オフセットです。
- 無効: [送り高さ]を無効にすると、工具は進入まで早送りされます。
- トップ高さ: [トップ高さ]からの増分オフセットです。
- ボトム高さ: [ボトム高さ]からの増分オフセットです。
- モデル トップ: [モデル トップ]からの増分オフセットです。
- モデル ボトム: [モデル ボトム]からの増分オフセットです。
- ストック トップ: [ストック トップ]からの増分オフセットです。
- ストック ボトム: [ストック ボトム]からの増分オフセットです。
- 選択された輪郭: モデル上の選択した輪郭からの増分オフセット
- 選択: モデル上の選択された[点(頂点)]、[エッジ]または[面]からの増分オフセットです。
- 原点(アブソ): 特定の操作での[セットアップ]または[工具方向]内で定義されている[原点]からの絶対値オフセットです。
送り高さオフセット:
送り高さオフセットが適用され、上記のドロップダウン リストの送り高さモードの選択に関連します。
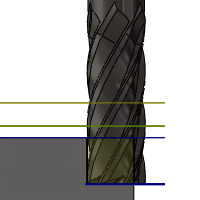
トップ高さ
トップ高さモードは、切り取りのトップを表す高さを設定します。トップ高さモードは、[ボトム]より上に設定する必要があります。トップ高さモードは、高さを設定するために後続のオフセットとともに使用されます。
トップ高さ
- 移動高さ: [移動高さ]からの増分オフセットです。
- 退避高さ: [退避高さ]からの増分オフセットです。
- 送り高さ: [送り高さ]からの増分オフセット
- ボトム高さ: [ボトム高さ]からの増分オフセットです。
- モデル トップ: [モデル トップ]からの増分オフセットです。
- モデル ボトム: [モデル ボトム]からの増分オフセットです。
- ストック トップ: [ストック トップ]からの増分オフセットです。
- ストック ボトム: [ストック ボトム]からの増分オフセットです。
- 選択された輪郭: モデル上の選択した輪郭からの増分オフセット
- 選択: モデル上の選択された[点(頂点)]、[エッジ]または[面]からの増分オフセットです。
- 原点(アブソ): 特定の操作での[セットアップ]または[工具方向]内で定義されている[原点]からの絶対値オフセットです。
トップ オフセット:
トップ オフセットが適用され、これは上のドロップダウン リスト内のトップ高さモードの選択に関連します。
ボトム高さ
ボトム高さモードは最終加工の高さまたは深さおよび工具がストック内に下降する最小深度を指定します。ボトム高さモードは、[トップ]より下に設定する必要があります。ボトム高さモードは、高さを設定するために後続のオフセットとともに使用されます。
ボトム高さ
- 移動高さ: [移動高さ]からの増分オフセットです。
- 退避高さ: [退避高さ]からの増分オフセットです。
- 送り高さ: [送り高さ]からの増分オフセット
- トップ高さ: [トップ高さ]からの増分オフセットです。
- モデル トップ: [モデル トップ]からの増分オフセットです。
- モデル ボトム: [モデル ボトム]からの増分オフセットです。
- ストック トップ: [ストック トップ]からの増分オフセットです。
- ストック ボトム: [ストック ボトム]からの増分オフセットです。
- 選択された輪郭: モデル上の選択した輪郭からの増分オフセット
- 選択: モデル上の選択された[点(頂点)]、[エッジ]または[面]からの増分オフセットです。
- 原点(アブソ): 特定の操作での[セットアップ]または[工具方向]内で定義されている[原点]からの絶対値オフセットです。
ボトム オフセット:
ボトム オフセットが適用され、これは上のドロップダウン リスト内のボトム高さモードの選択に関連します。
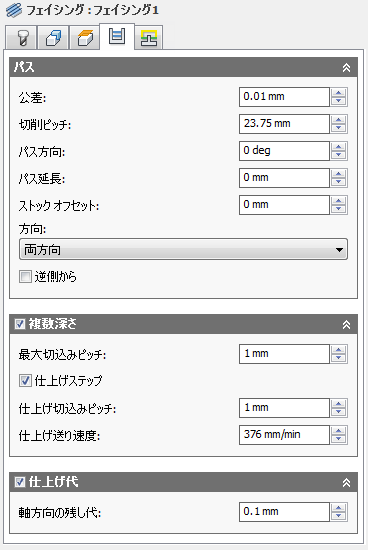
 [パス]タブの設定
[パス]タブの設定
許容差
スプラインや楕円などの図形を線形化する際に使用する許容差です。この許容差は、最大弦の距離として解釈されます。
緩い許容差 .100
厳しい許容差 .001
工作機械の輪郭動作は、線分 G1 および円弧 G2、G3 コマンドを使用してコントロールされます。これに対応するには、線形化することにより CAM をスプラインおよびサーフェス ツールパスに近づけ、多数の短い線分セグメントを作成して目的の形状に近似させます。ツールパスを目的の形状にどの程度正確に一致させられるかは使用する線分の数に大きく依存します。より多くの線分を作成することによりスプラインまたはサーフェスの呼び形状により近似したツールパスになります。
データ枯渇
非常に厳しい許容差を常に使用することは魅力的ですが、ツールパス計算時間が長くなる、G-code ファイルが大きくなる、線分移動が非常に短くなるなどのデメリットもあります。Inventor HSM の計算は非常に速く、また最近のほとんどの制御機には少なくとも 1MB の RAM があるため、最初の 2 つはそれほど問題ではありません。しかし、短い線の移動が高速の送り速度と組み合わされると、データ枯渇として知られる現象が発生することがあります。
データ枯渇は制御機がデータを処理しきれなくなった場合に発生します。CNC 制御機が 1 秒あたりに処理できるコード(ブロック)の行数は有限です。古いコンピュータ上では 40 ブロック/秒 と少なく、HAAS オートメーション コントロールのような新しいコンピュータ上では 1,000 ブロック/秒以上です。短い線分移動と高い送り速度では、制御機が処理することができる以上の処理速度を強制することができます。そのような場合は、それぞれの移動した後にコンピュータは一時停止し、制御機からの次のサーボ コマンドのために待機する必要があります。
切削ピッチ:
パス間の水平切削ピッチを指定します。既定ではこの値は、工具コーナー半径を差し引いた、カッター直径の 95% です。
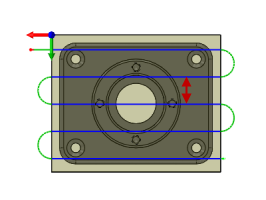
水平切削ピッチ
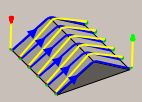
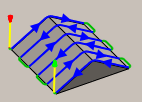
パス方向:
パスの方向を指定します。
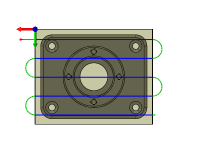
パス方向 @ 0 °
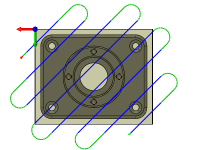
パス方向 @ 45 °
パス延長:
加工境界を超えてパスを延長する距離です。
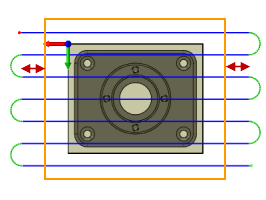
パス延長
ストック オフセット:
ストック コンター外側にオフセットする距離を指定します。
ストック オフセット
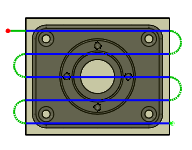
方向:
[方向]オプションは、Inventor HSM がダウンカットまたはアップカットミーリングのいずれかを維持するようにすべきかどうかをコントロールすることができます。
[アップカット]
[ダウンカット]設定に対してツールパスの方向を反転し、アップカット ツールパスを生成します。
[ダウンカット]
1 つの方向におけるすべてのパスを加工するには[ダウンカット]を選択します。この方法を使用する場合、Inventor HSM は選択した境界を基準としてダウンカットを使用しようとします。
[ダウンカット]
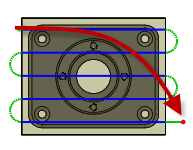
両方向
[両方向]を選択した場合、Inventor HSM は加工方向を無視し、最短ツールパスになる方向にパスをリンクします。
両方向
逆側から
パーツの反対側でツールパスが開始するように指定します。
選択しない
[選択済み]
複数深さ
複数の深さを採用することを指定します。
複数切削深さあり
複数切削深さなし
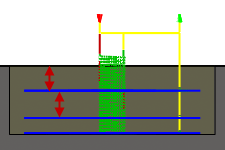
最大切込みピッチ:
粗取りのための Z- レベル間の最大切込みピッチを指定します。
最大切込みピッチ: 仕上げ切込みピッチなしで表示
仕上げステップ
仕上げステップを行うことを指定します。
仕上げステップ
仕上げ切込みピッチ:
仕上げパスの各切込みピッチのサイズです。
仕上げ切込みピッチ
仕上げ送り速度:
最終仕上げパスに使用される送り速度です。
仕上げ代
正
[正の仕上げ代]: 後続の粗取りまたは仕上げ操作で削除すべき、操作後の残りストックの量です。粗取り操作のために、既定値は少量の材料を残します。
[なし]
[仕上げ代なし]: 選択した図形まで余分な材料をすべて除去します。
負
[負の仕上げ代]: パーツのサーフェスまたは境界を越える材料を削除します。多くの場合、このテクニックは、スパーク ギャップを可能にする溶接棒加工において、またはパーツの許容差要件を満たすために使用されます。
軸(床)方向の仕上げ代
[軸方向の仕上げ代]パラメータは、軸方向(Z 軸に沿った方向)、つまり工具の先端に残す材料の量をコントロールします。
軸方向の仕上げ代
放射状および軸方向の仕上げ代の両方
正の軸方向の仕上げ代を指定することで、材料がパーツの緩斜面領域に残されます。
正確に水平ではないサーフェスについては、Inventor HSM が軸と放射状(壁)仕上げ代の値の間を補間するため、これらのサーフェス上の軸方向に残されるストックは、サーフェスの勾配および放射状仕上げ代によっては指定した値と異なる可能性があります。
放射状仕上げ代を変更すると、軸方向の仕上げ代を手動で入力しない限り軸方向の仕上げ代に同じ量が自動的に設定されます。
仕上げ操作の既定の値は 0 mm/0 インチであり、材料は残されません。
粗取り操作の既定の値では、後の 1 つまたは複数の仕上げ操作により削除することができる少量の材料を残します。
負の仕上げ代
負の仕上げ代を使用すると、加工操作はモデル形状よりも多くの材料をストックから除去します。これは、スパーク ギャップのサイズが負の仕上げ代に等しいスパーク ギャップを備えた溶接棒の加工に使用できます。
放射状および軸方向の仕上げ代はどちらも負の値にすることができます。ただし、ボール カッターまたは放射状カッターをコーナー半径より大きい負の仕上げ代で使用する場合は、負の軸方向の仕上げ代はコーナー半径と等しいか小さくする必要があります。
 [リンク]タブの設定
[リンク]タブの設定
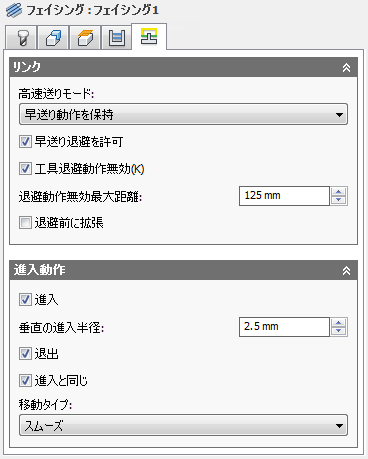
高速送りモード:
早送り動作を真に高速(G0)として出力する場合、および高速送り速度動作(G1)として出力する場合を指定します。
- 早送り動作を保持: すべての早送り動作を保持します。
- 軸と径方向早送り動作を保持: 水平方向(放射状)または垂直方向(軸)の早送り動作のみ真に高速として出力します。
- 軸早送り動作を保持: 垂直方向の早送り動作のみを保持します。
- 径方向早送り動作を保持: 水平方向の早送り動作のみを保持します。
- 単一軸の早送り動作を保持: 1 つの軸(X、Y、または Z)の早送り動作のみを保持します。
- 高速送り速度を保持: 早送り動作(G0)の代わりに(高速送り動作) G01 として早送り動作を出力します。
このパラメータは、通常は「参照線」動作を高速で実行するマシンへの高速の衝突を回避するように設定されます。
高速送り速度:
G0 の代わりに G1 として早送り動作の出力に使用する送り速度です。
早送り退避を許可
有効にすると、退避が早送り動作(G0)として実行されます。退出送り速度での退避を強制的に無効にします。
工具退避動作無効
有効にすると、方法では、次の領域までの距離が指定された退避動作無効距離より短い場合に退避動作を回避します。
退避動作無効最大距離:
退避動作に許容される最大距離を指定します。
退避動作無効最大距離 1 インチ
退避動作無効最大距離 2 インチ
退避前に拡張
退避する前に、ストックを超えて切除パスを延長することができます。
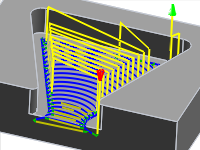
進入
進入の発生を有効にします。
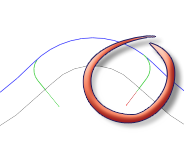
進入
垂直の進入半径:
進入が進入からツールパスに移動するときに円滑化される垂直円弧の半径です。
垂直の進入半径
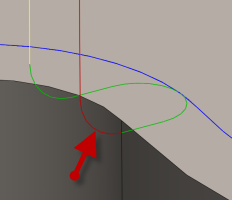
退出
退出の発生を有効にします。
退出
進入と同じ
退出の定義を進入の定義と同一に指定します。
垂直退出半径:
垂直退出の半径を指定します。
垂直退出半径
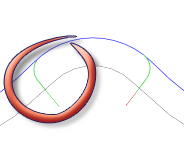
移動タイプ:
パス間での接続のタイプを指定します。
- 接触なし: サイド ステップは同じ Z-レベルで互いに接続されていませんが、退避動作に接続されています。
- 直線: 直線を使用するより単純な直接接続です。
- 最短パス: 加工領域間の最短パスです。通常は直線上の動作です。
- スムーズ: 必要に応じて真の円弧を使用するスムーズな接線動作を使用します。