このタスクでは、プロセス設定を入力して、解析を実行します。
-
 ()をクリックします。
()をクリックします。 -
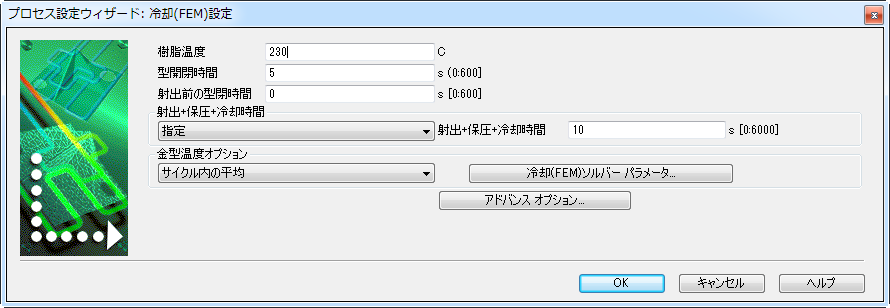
[樹脂温度]が 250 ℃であることを確認します。
-
[型開閉時間]が 5 秒であることを確認します。
-
射出前の型閉時間が「0 秒」であることを確認します。
-
射出+保圧+冷却時間を「10 秒」に設定します。
-
[金型温度]オプションが[サイクル内の平均]に設定されていることを確認します。
-
[次へ]をクリックします。
-
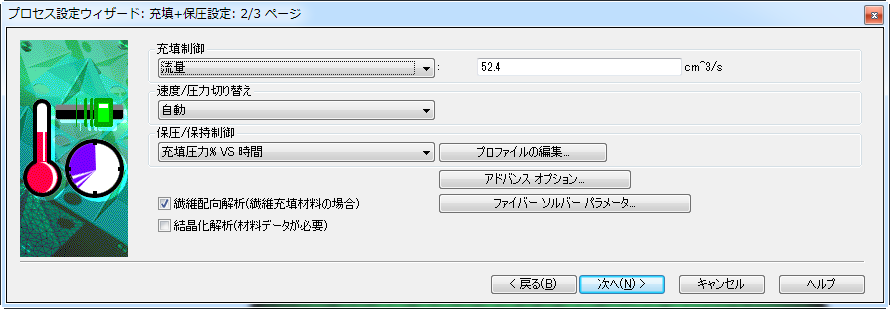
[充填制御]が 52.4 cm^3/s の流量であることを確認します。
-
[保圧/保持制御]が[充填圧力% VS 時間]であることを確認します。
-
[プロファイルの編集]をクリックし、プロファイルが 0 - 80、5 - 80 であることを確認して、[OK]をクリックします。
-
[Next](次へ)をクリックします。
-
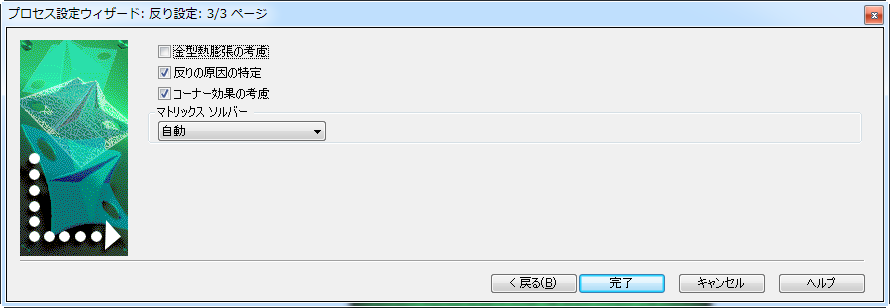
[反りの原因の特定]をオンにします。
-
[コーナー効果の考慮]をオンにします。
-
[完了]をクリックします。
-
 ()をクリックします。
()をクリックします。 解析の実行には 1~2 時間かかります。
-
解析が完了したら、[ログ]をクリックし、[ログ]パネルを閉じます。