|
Přístup: |
Pás karet:
karta CAM
 panel 2D frézování
Plocha
panel 2D frézování
Plocha

|
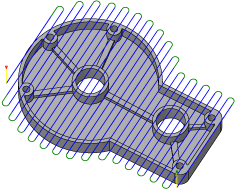
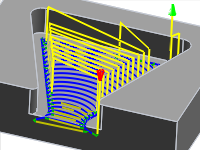
Strategie Plocha je navržena k rychlému obrobení ploch součásti polotovaru a jeho přípravě k dalšímu obrábění. Lze ji také využít k obrábění plochých oblastí.
 Nastavení na kartě Nástroj
Nastavení na kartě Nástroj
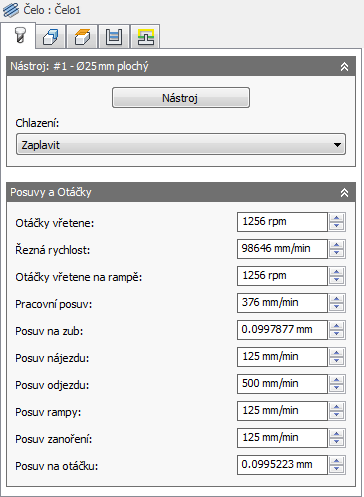
Chladivo:
Jedná se o typ chladiva použitého s nástrojem.
Rychlost vřetena:
Jedná se o rotační rychlost vřetena.
Povrchová rychlost:
Jedná se o rychlost vřetena, která je vyjádřena jako rychlost nástroje na povrchu.
Rychlost vřetena na rampě:
Jedná se o rotační rychlost vřetena při provádění pohybů na rampě.
Rychlost řezného posuvu:
Jedná se o posuv použitý při řezání.
Posuv na zub:
Jedná se o rychlost řezného posuvu, která je vyjádřena jako hodnota posuvu na zub.
Rychlost posuvu při nájezdu:
Jedná se o posuv použitý při nájezdu do řezného pohybu.
Rychlost posuvu při odjezdu:
Jedná se o posuv použitý při odjezdu z řezného pohybu.
Rychlost posuvu rampy:
Jedná se o posuv použitý při provádění spirálovitého rampování do polotovaru.
Rychlost posuvu při zanoření:
Jedná se o posuv použitý při zanořování do polotovaru.
Posuv na rotaci:
Jedná se o rychlost posuvu při zanoření, která je vyjádřena jako hodnota posuvu na rotaci.
 Nastavení na kartě Geometrie
Nastavení na kartě Geometrie
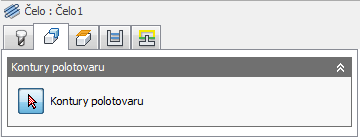
Kontury polotovaru
Chcete-li určit obvod polotovaru, který je třeba změnit na plochu, povolte tuto možnost.
 Nastavení na kartě Výšky
Nastavení na kartě Výšky
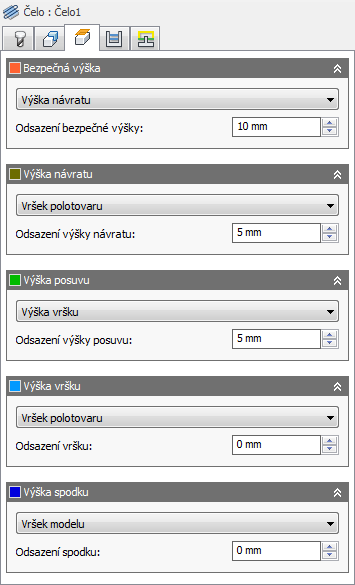
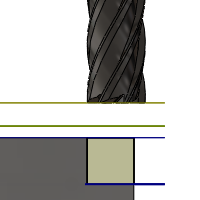
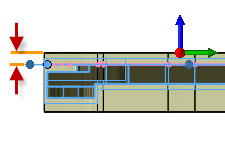
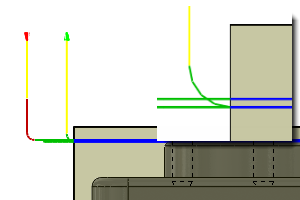
Výška volného prostoru
Výška volného prostoru je první výškou, do které se nástroj přesune rychloposuvem při přechodu na začátek dráhy nástroje.
Výška volného prostoru
- Výška návratu: jedná se o přírůstkové odsazení od výšky návratu.
- Výška posuvu: jedná se o přírůstkové odsazení od výšky posuvu.
- Horní výška: jedná se o přírůstkové odsazení od horní výšky.
- Výška návratu: jedná se o přírůstkové odsazení od výšky návratu.
- Horní část modelu: jedná se o přírůstkové odsazení od horní části modelu.
- Dolní část modelu: jedná se o přírůstkové odsazení od dolní části modelu.
- Horní část materiálu: jedná se o přírůstkové odsazení od horní části materiálu.
- Dolní část materiálu: jedná se o přírůstkové odsazení od dolní části materiálu.
- Vybrané kontury: jedná se o přírůstkové odsazení od kontury vybrané na modelu.
- Výběr: jedná se o přírůstkové odsazení od bodu (vrcholu), hrany nebo plochy vybrané(ho) v modelu.
- Počátek (absolutní): jedná se o absolutní odsazení od počátku, který je definován v možnosti Nastavení nebo Orientace nástroje v rámci určité operace.
Odsazení výšky volného prostoru:
Použije se odsazení bezpečné výšky, které je ovlivněno tím, jaký režim bezpečné výšky byl vybrán v rozevíracím seznamu výše.
Výška návratu
Režim výšky návratu nastaví výšku, do které se nástroj posune před dalším řezným průchodem. Režim výšky návratu musí být nastaven na hodnotu vyšší, než je nastaveno u parametrů Výška posuvu a Horní část. Režim výšky návratu se používá spolu s následným odsazením ke stanovení výšky.
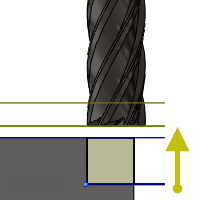
Výška návratu
- Výška volného prostoru: jedná se o přírůstkové odsazení od výšky volného prostoru.
- Výška posuvu: jedná se o přírůstkové odsazení od výšky posuvu.
- Horní výška: jedná se o přírůstkové odsazení od horní výšky.
- Dolní výška: jedná se o přírůstkové odsazení od dolní výšky.
- Horní část modelu: jedná se o přírůstkové odsazení od horní části modelu.
- Dolní část modelu: jedná se o přírůstkové odsazení od dolní části modelu.
- Horní část materiálu: jedná se o přírůstkové odsazení od horní části materiálu.
- Dolní část materiálu: jedná se o přírůstkové odsazení od dolní části materiálu.
- Vybrané kontury: jedná se o přírůstkové odsazení od kontury vybrané na modelu.
- Výběr: jedná se o přírůstkové odsazení od bodu (vrcholu), hrany nebo plochy vybrané(ho) v modelu.
- Počátek (absolutní): jedná se o absolutní odsazení od počátku, který je definován v možnosti Nastavení nebo Orientace nástroje v rámci určité operace.
Odsazení výšky návratu:
Použije se odsazení výšky návratu, které je ovlivněno tím, jaký režim výšky návratu byl vybrán v rozevíracím seznamu výše.
Výška posuvu
Režim výšky posuvu nastaví výšku, do které se nástroj rychloposuvem přesune před změnou rychlosti na rychlost posuvu nebo zanoření do součásti. Režim výšky posuvu by měl být nastaven na hodnotu, která je vyšší než hodnota parametru Horní část. Vrtací operace tuto výšku použije jako počáteční výšku posuvu a jako výšku návratu přerušení záběru. Režim výšky posuvu se používá spolu s následným odsazením ke stanovení výšky.
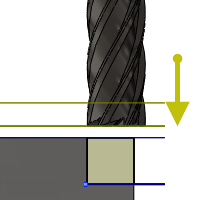
Výška posuvu
- Výška volného prostoru: jedná se o přírůstkové odsazení od výšky volného prostoru.
- Výška návratu: jedná se o přírůstkové odsazení od výšky návratu.
- Zakázáno: Zákaz možnosti Výška posuvu způsobí rychloposuv nástroje dolů k nájezdu.
- Horní výška: jedná se o přírůstkové odsazení od horní výšky.
- Dolní výška: jedná se o přírůstkové odsazení od dolní výšky.
- Horní část modelu: jedná se o přírůstkové odsazení od horní části modelu.
- Dolní část modelu: jedná se o přírůstkové odsazení od dolní části modelu.
- Horní část materiálu: jedná se o přírůstkové odsazení od horní části materiálu
- Dolní část materiálu: jedná se o přírůstkové odsazení od dolní části materiálu.
- Vybrané kontury: jedná se o přírůstkové odsazení od kontury vybrané na modelu.
- Výběr: jedná se o přírůstkové odsazení od bodu (vrcholu), hrany nebo plochy vybrané(ho) v modelu.
- Počátek (absolutní): jedná se o absolutní odsazení od počátku, který je definován v možnosti Nastavení nebo Orientace nástroje v rámci určité operace.
Odsazení výšky posuvu:
Použije se odsazení výšky posuvu vztahující se k výběru režimu výšky posuvu ve výše uvedeném rozevíracím seznamu.
Horní výška
Režim horní výšky nastaví výšku, která popisuje horní část řezu. Režim horní výšky by měl být nastaven na hodnotu, která je nižší než hodnota parametru Dolní část. Režim horní výšky se používá spolu s následným odsazením ke stanovení výšky.
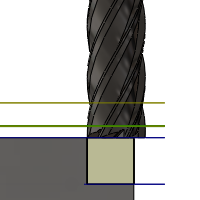
Horní výška
- Výška volného prostoru: jedná se o přírůstkové odsazení od výšky volného prostoru.
- Výška návratu: jedná se o přírůstkové odsazení od výšky návratu.
- Výška posuvu: jedná se o přírůstkové odsazení od výšky posuvu.
- Výška návratu: jedná se o přírůstkové odsazení od výšky návratu.
- Horní část modelu: jedná se o přírůstkové odsazení od horní části modelu.
- Dolní část modelu: jedná se o přírůstkové odsazení od dolní části modelu.
- Horní část materiálu: jedná se o přírůstkové odsazení od horní části materiálu.
- Dolní část materiálu: jedná se o přírůstkové odsazení od dolní části materiálu.
- Vybrané kontury: jedná se o přírůstkové odsazení od kontury vybrané na modelu.
- Výběr: jedná se o přírůstkové odsazení od bodu (vrcholu), hrany nebo plochy vybrané(ho) v modelu.
- Počátek (absolutní): jedná se o absolutní odsazení od počátku, který je definován v možnosti Nastavení nebo Orientace nástroje v rámci určité operace.
Horní odsazení:
Použije se horní odsazení, které je ovlivněno tím, jaký režim horní výšky byl vybrán v rozevíracím seznamu výše.
Dolní výška
Režim výšky spodku určuje konečnou výšku či hloubku obrobení a nejnižší hloubku, do které nástroj v polotovaru sestoupí. Režim výšky spodku musí být nastaven na hodnotu, která je nižší než hodnota parametru Horní část. Režim výšky spodku se používá spolu s následným odsazením ke stanovení výšky.
Dolní výška
- Výška volného prostoru: jedná se o přírůstkové odsazení od výšky volného prostoru.
- Výška návratu: jedná se o přírůstkové odsazení od výšky návratu.
- Výška posuvu: jedná se o přírůstkové odsazení od výšky posuvu.
- Horní výška: jedná se o přírůstkové odsazení od horní výšky.
- Horní část modelu: jedná se o přírůstkové odsazení od horní části modelu.
- Dolní část modelu: jedná se o přírůstkové odsazení od dolní části modelu.
- Horní část materiálu: jedná se o přírůstkové odsazení od horní části materiálu.
- Dolní část materiálu: jedná se o přírůstkové odsazení od dolní části materiálu.
- Vybrané kontury: jedná se o přírůstkové odsazení od kontury vybrané na modelu.
- Výběr: jedná se o přírůstkové odsazení od bodu (vrcholu), hrany nebo plochy vybrané(ho) v modelu.
- Počátek (absolutní): jedná se o absolutní odsazení od počátku, který je definován v možnosti Nastavení nebo Orientace nástroje v rámci určité operace.
Dolní odsazení:
Použije se dolní odsazení, které je ovlivněno tím, jaký režim výšky spodku byl vybrán v rozevíracím seznamu výše.
 Nastavení na kartě Průchody
Nastavení na kartě Průchody
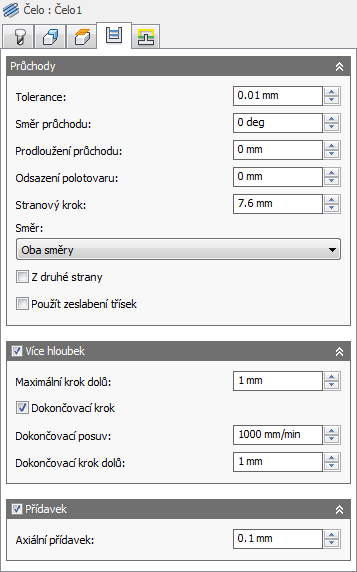
Tolerance:
Jedná se o toleranci použitou při linearizaci geometrie, například spline nebo elips. Tolerance je brána jako maximální vzdálenost tětivy.
Volná tolerance 0,100
Těsná tolerance 0,001
Konturovací pohyby stroje CNC jsou řízeny pomocí příkazů čar G1 a oblouků G2 a G3. Systém CAM toho dosáhne tím, že linearizuje dráhy nástroje na křivkách spline a povrchu, a tímto způsobem je aproximuje. Vytvoří se mnoho segmentů krátkých čar, které utvoří přibližnou podobu požadovaného tvaru. Přesnost, s jakou dráha nástroje odpovídá požadovanému tvaru, značně závisí na počtu použitých čar. Čím více je čar, tím více se dráha nástroje přiblíží jmenovitému tvaru spline nebo povrchu.
Nedostatek dat
Je lákavé používat vždy velmi těsné tolerance, existují však i stinné stránky tohoto postupu: delší časy výpočtu dráhy nástroje, velké soubory G-funkcí a velmi krátké pohyby po čarách. První dva problémy nejsou nijak závažné, protože aplikace Inventor HSM Express provádí výpočty velmi rychle a většina moderních řídicích systémů disponuje alespoň 1 MB paměti RAM. Krátké pohyby po čarách však mohou v kombinaci s vysokými rychlostmi posuvu vyústit v jev známý jako nedostatek dat.
Nedostatek dat nastane v situaci, kdy je řídicí systém příliš zahlcen daty a nedokáže je zpracovat. Řídicí systémy CNC mohou zpracovat konečný počet řádků kódu (bloků) za sekundu. Může to být pouhých 40 bloků za sekundu v případě starších strojů a 1000 bloků za sekundu u nových strojů, například řídicího systému HAAS Automation. Krátké pohyby po čarách a vysoké rychlosti posuvu mohou žádat rychlost zpracování, která přesahuje možnosti řídicího systému. Když k tomu dojde, musí stroj po každém pohybu počkat na další příkaz z řídicího systému.
Stranový krok:
Určuje vodorovný stranový krok mezi průchody. Ve výchozím nastavení je tato hodnota nastavena na 95 % průměru řezného nástroje zmenšeného o poloměr rohu nástroje.
Vodorovný stranový krok
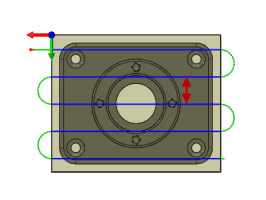
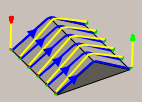
Směr průchodu:
Určuje směr průchodů.
Směr průchodu při 0°
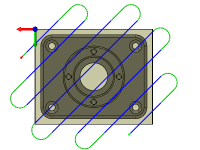
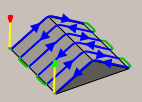
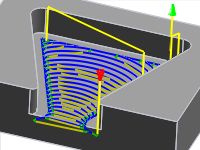
Směr průchodu při 45°
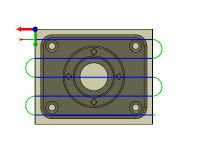
Prodloužení průchodu:
Vzdálenost, o kterou se prodlouží průchody za hranice obrábění.
Prodloužení průchodu
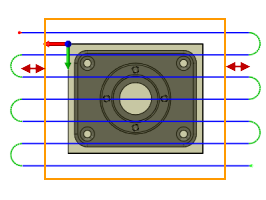
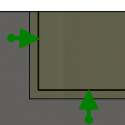
Odsazení polotovaru:
Určuje vzdálenost odsazení kontur polotovaru směrem ven.
Odsazení polotovaru
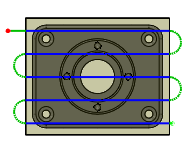
Směr:
Možnost Směr umožňuje určit, zda se má aplikace Inventor HSM Express pokusit zachovat sousledné nebo nesousledné frézování.
Nesousledné
Tato možnost obrací směr dráhy nástroje ve srovnání s možností Sousledné a vytváří dráhu nástroje pro nesousledné frézování.
Sousledné
Chcete-li obrobit všechny průchody v jednom směru, vyberte možnost Sousledné. Při použití této metody se aplikace Inventor HSM Express pokusí použít sousledné frézování vzhledem k vybraným hranicím.
Sousledné
Oba směry
Pokud je vybrána možnost Oba směry, aplikace Inventor HSM Express bude ignorovat směr obrábění a propojí průchody ve směrech, které povedou k nejkratší dráze nástroje.
Oba směry
Z opačné strany
Určuje, že dráha nástroje začíná na opačné straně součásti.
Nevybráno
Vybrané
Použít zeslabení třísek
Tuto možnost povolte, chcete-li povolit stáčení při řezání, a docílit tak odebírání tenkých třísek.
Více hloubek
Určí, že má být použito více hloubek.
S řezy do více hloubek
Bez řezů do více hloubek
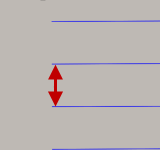
Maximální krok dolů:
Určuje maximální krok dolů mezi úrovněmi osy Z při hrubování.
Maximální krok dolů – znázorněno bez dokončovacích kroků dolů
Dokončovací krok
Určuje, že se má provést dokončovací krok.
Dokončovací krok
Rychlost posuvu při dokončování:
Rychlost posuvu použitá při závěrečném dokončovacím průchodu.
Dokončovací krok dolů:
Velikost každého kroku dolů v dokončovacích průchodech.
Dokončovací krok dolů
Přídavek
Kladný
Kladný přídavek – určuje množství materiálu polotovaru zbylého po operaci, který má být odebrán následnými hrubovacími či dokončovacími operacemi. U hrubovacích operací se ve výchozím nastavení ponechá malé množství materiálu.
Žádný
Žádný přídavek – odstraní veškerý přebytečný materiál až k vybrané geometrii.
Záporný
Záporný přídavek – odstraní materiál za povrchem nebo hranicí součásti. Tato technika se často používá při obrábění elektrodou, kde zohledňuje jiskřiště a umožňuje splnit toleranční požadavky součásti.
Axiální (dno) přídavek
Parametr Axiální přídavek určuje množství materiálu, který se má ponechat v axiálním směru (podél osy Z), tj. na konci nástroje.
Axiální přídavek
Radiální i axiální přídavek
V důsledku stanovení kladného axiálního přídavku bude v mělkých oblastech součásti ponechán materiál.
V případě povrchů, které nejsou přesně vodorovné, bude aplikace Inventor HSM Express interpolovat mezi axiální a radiální (stěna) hodnotou přídavku, aby se materiál polotovaru zbylý v axiálním směru na těchto površích mohl lišit od určené hodnoty v závislosti na spádu povrchu a hodnotě radiálního přídavku.
Změnou radiálního přídavku se automaticky nastaví axiální přídavek na stejnou hodnotu, pokud ovšem hodnotu axiálního přídavku nezadáte ručně.
U dokončovacích operací je výchozí hodnota 0 mm/0", tj. nebude ponechán žádný materiál.
U hrubovacích operací se ve výchozím nastavení ponechá malé množství materiálu, který lze odebrat později pomocí jedné nebo více dokončovacích operací.
Záporný přídavek
Při použití záporného přídavku operace obrábění odstraní více materiálu z polotovaru než z tvaru modelu. Toho lze využít pro elektrody s jiskřištěm, kde velikost jiskřiště odpovídá zápornému přídavku.
Radiální i axiální přídavek může být záporný. Při použití kulového nebo toroidního řezacího nástroje se záporným přídavkem, který je větší než poloměr rohu, však musí být záporný axiální přídavek menší nebo roven poloměru rohu.
 Nastavení na kartě Napojování
Nastavení na kartě Napojování
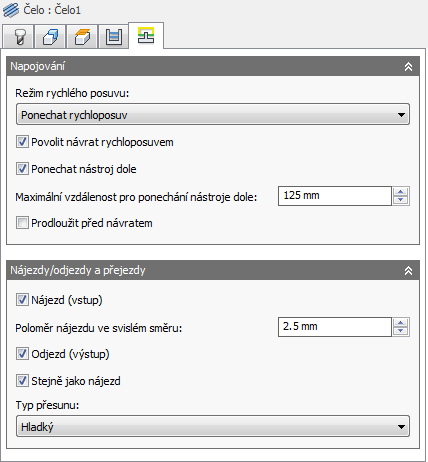
Režim vysoké rychlosti posuvu:
Určuje, kdy mají být rychloposuvy ve výstupu jako skutečné rychloposuvy (G0) a kdy mají být ve výstupu jako pohyby s vysokou rychlostí posuvu (G1).
- Zachovat rychloposuv – zachovají se všechny rychloposuvy.
- Zachovat axiální a radiální rychloposuv – ve výstupu budou jako skutečné rychloposuvy pouze rychloposuvy, při kterých se nástroj pohybuje vodorovně (radiální) nebo svisle (axiální).
- Zachovat axiální rychloposuv – zachovají se pouze rychloposuvy, při kterých se nástroj pohybuje svisle.
- Zachovat radiální rychloposuv – zachovají se pouze rychloposuvy, při kterých se nástroj pohybuje vodorovně.
- Zachovat rychloposuv v jedné ose – zachovají se pouze rychloposuvy, při kterých se nástroj pohybuje v jedné ose (X, Y nebo Z).
- Vždy použít rychlý posuv – výstupem jsou rychloposuvy jako pohyby G01 (pohyby rychlých posuvů) místo rychloposuvů (G0).
Tento parametr se obvykle nastavuje, aby nedocházelo ke kolizím u strojů, které při rychloposuvu provádějí pohyby „dog-leg“.
Vysoká rychlost posuvu:
Rychlost posuvu, která se používá pro výstup rychloposuvů jako G1 místo G0.
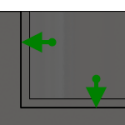
Povolit návrat rychloposuvem
Pokud je tato možnost povolena, provádí se návraty rychloposuvem (G0). Tuto možnost zakažte, chcete-li vynutit návraty rychlostí posuvu odjezdu.
Ponechat nástroj dole
Pokud je tato možnost povolena, strategie neprovede návrat, když je vzdálenost k další oblasti menší než určená vzdálenost pro ponechání nástroje dole.
Maximální vzdálenost pro ponechání nástroje dole:
Určuje maximální vzdálenost, která je povolena pro pohyby nástroje při ponechání dole.
Maximální vzdálenost pro ponechání nástroje dole = 1"
Maximální vzdálenost pro ponechání nástroje dole = 2"
Před návratem prodloužit
Umožňuje před návratem prodloužit řezací průchody za polotovar.
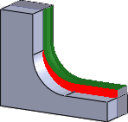
Nájezd (vstup)
Chcete-li generovat nájezd, povolte tuto možnost.
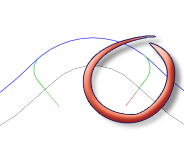
Nájezd
Poloměr svislého nájezdu:
Jedná se o poloměr svislého oblouku, který vyhlazuje vstupní pohyb při přechodu ze vstupního pohybu na samotnou dráhou nástroje.
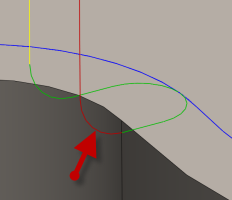
Poloměr svislého nájezdu
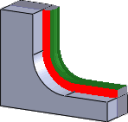
Odjezd (výstup)
Chcete-li generovat odjezd, povolte tuto možnost.
Odjezd
Stejné jako nájezd
Určuje, zda má být definice odjezdu stejná jako definice nájezdu.
Poloměr svislého odjezdu:
Určuje poloměr svislého odjezdu.
Poloměr svislého odjezdu
Typ přejezdu:
Určuje typ propojení mezi průchody.
- Žádný kontakt – boční kroky nejsou navzájem propojeny na stejné úrovni osy Z, ale jsou propojeny pohybem návratu.
- Přímá čára – jedná se o jednodušší přímé napojení pomocí přímých čar.
- Nejkratší cesta – použije se nejkratší možná dráha mezi oblastmi obrábění – obvykle se jedná o pohyb po přímé čáře.
- Hladké – na vhodných místech se použijí jemné tečné pohyby provedené pomocí skutečných oblouků.