ホット ランナー システムに関連付けられたバルブ ゲートの開閉を制御するには、バルブ ゲート コントローラが必要です。バルブ ゲートに対する制御を強めるほど、成形品の外観は向上しますが、システムのコストも上昇します。
バルブ ゲートはすべて同時に、または順次開くことができます。 一部のコントローラは、連続充填機能のない通常の成形機に適しています。各コントロール ゾーンは、時間ベースや体積ベースの射出用にプログラミングすることができます。連続制御されるバルブ ゲート システムは多くの場合、大型成形品の用途で最適な成形品の品質を達成する必要があります。
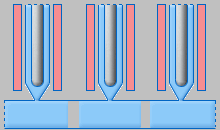
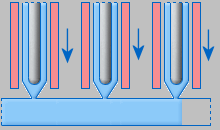
3 つすべてのバルブ ゲートが同時に開いて、複数のフィードが合流する箇所にウェルド ラインが形成されます。
バルブ ゲートが同時に開く場合
(A)
 (B)
(B)
 (C)
(C)
 (D)
(D)
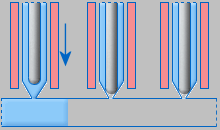
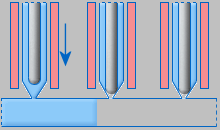
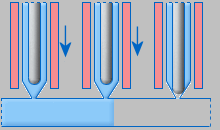
(A) 最初のバルブ ゲートが開いて、樹脂がキャビティに流入し、(B) 樹脂は最初のゲートのみから流入し続け、(C) 樹脂が 2 番目のゲートを通過すると、2 番目のバルブ ゲートが開いて、樹脂を 2 つ目のゲートに流入させ、(D) 樹脂が 3 番目のゲートを通過すると、3 番目のバルブ ゲートが開き、樹脂は 3 番目のゲートからもキャビティに流入できます。
バルブ ゲートが順次開く場合
順次または同時に開くバルブ ゲートのほか、瞬時に開くバルブ ゲートもあります。また、一部のバルブ ゲートは、速度を制御した状態で開くようにプログラミングすることで、溶解樹脂のキャビティへの初期流動を遅くして、瞬時バルブ ゲート開に関連する圧力ピークやフロー マークを減らすことができます。制御したバルブ ゲートの開と順次バルブ ゲート設定を組み合わせると、品質が最も高い成形表面が実現します。
![[バルブ ゲート タイミング]](../images/GUID-36864A4E-3C6E-4C04-B4D7-F06FA223F4C5.png) (
(