Puede utilizar la pestaña de Torneado del cuadro de diálogo de Propiedades del cilindrado para editar las opciones de mecanizado de las figuras de cilindrado.
Dist. seg. X ciclo fijo — Introduzca la distancia de seguridad de la herramienta en X antes del inicio de un ciclo fijo de torneado. La posición de la herramienta se obtiene aplicando la Dist. seg. X ciclo fijo y la Dist. seg. Z ciclo fijo al punto inicial del ciclo fijo. Es necesario activar Usar ciclo fijo para acceder a este atributo.
Dist. seg. Z ciclo fijo — Introduzca la distancia de seguridad de la herramienta en Z antes del inicio de un ciclo fijo de torneado. La posición de la herramienta se obtiene aplicando la Dist. seg. X ciclo fijo y la Dist. seg. Z ciclo fijo al punto inicial del ciclo fijo. Es necesario activar Usar ciclo fijo para acceder a este atributo.
Sobrecorte línea central — Se utiliza con trayectorias de TornoFresa. Introduzca la cantidad que la herramienta corta sobrepasando la línea central durante la limpieza de material sobre un resalte en el extremo de una línea de barrido. Por defecto, es de 0,1 pulgadas o de 3 mm.
Dist. extensión chaflán — Se aplica a las figuras de ranurado y la operación de entalladura de las figuras de roscado. Introduzca un espacio adicional para que la herramienta no comience en el metal.
Desviación — Con el estilo de Cut Grip de acabado, introduzca la desviación con la que desfasar el corte.
Espera — Introduzca el número de segundos que desea que la herramienta espere después del movimiento de carga. Se aplica en la pasada de desbaste de la figura de ranurado, en los chaflanes de tronzado, y en las figuras de alimentador de barras.
Punto final — Configure el punto hasta el que el centro de la punta de la herramienta realiza un movimiento rápido al final de la operación.
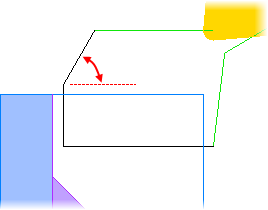
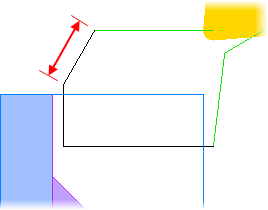
Ángulo de inserción — Introduzca el ángulo con el que la herramienta se introduce en el bloque en los movimientos de límite. Este atributo está disponible en las pasadas de desbaste cuando la opción de Comp. TNR está desactivada. En las pasadas de acabado y semiacabado, el atributo está disponible en la pestaña de Entr./sal..
Pasadas de acabado — Normalmente está configurado en 1 y se genera una única pasada desfasada con el valor de la punta de herramienta. Cuando se le asigna un valor mayor que 1, la región que se va a someter a acabado se divide en partes iguales y se realiza el acabado en pasadas secuenciales. La región que se somete a acabado es el Sobreesp. semiacabado X y el Sobreesp. semiacabado Z cuando la figura tiene una pasada de semiacabado y el Sobreespesor acabado X y Sobreesp. acabado Z cuando la figura no tiene pasadas de semiacabado.
APM — Introduzca la velocidad de avance para las figuras de alimentador de barras en IPM o MMPM.
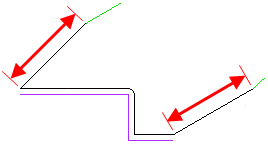
Dist. entr./sal. — Introduzca la distancia para los movimientos de entrada y salida. Este atributo está disponible en la pasada de desbaste cuando se ha seleccionado Comp. TNR en la pestaña de Estrategia. En las pasadas de acabado y semiacabado, consulte la pestaña de Entr./sal.
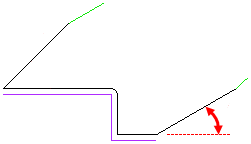
Ángulo de entrada — Introduzca el ángulo con el que la herramienta se introduce en el bloque en los movimientos de límite. Este atributo está disponible en la pasada de desbaste si la opción de Comp. TNR está activada. En las pasadas de acabado y semiacabado, el atributo está disponible en la pestaña de Entr./sal..
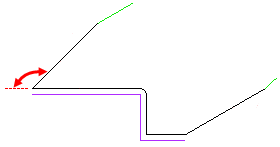
Ángulo de salida — Introduzca el ángulo del movimiento de salida, medido desde la pieza en el sentido de las agujas del reloj. En la dirección de la trayectoria, el ángulo es de 0. Perpendicular a la trayectoria, el ángulo es de 90. Este atributo está disponible cuando la opción de Comp. TNR está activada. En las pasadas de acabado y semiacabado, el atributo está disponible en la pestaña de Entr./sal..
Dist. retracción picada — En las figuras de tronzado y de ranurado, Dist. retracción picada es la distancia que retrocede la herramienta entre movimientos de carga.
RPM — Introduzca la velocidad para las figuras de alimentador de barras en RPM.
Áng. levantada lateral — Introduzca el ángulo de levantada de la herramienta al separarse de la pieza después de cada mecanizado de carga. De esta forma la vida de la herramienta aumenta y se proporciona un mejor acabado a la pieza. Este atributo se aplica a las figuras de ranurado.
Dist. levantada lateral — Introduzca la distancia que recorre la herramienta después de un mecanizado de carga, en la dirección contraria a la de mecanizado. De esta forma la vida de la herramienta aumenta y se proporciona un mejor acabado a la pieza. Este atributo se aplica a las figuras de ranurado. Consulte también Ángulo de levantada lateral.
Punto inicial — Configure el punto hasta el que el centro de la punta de la herramienta realiza un movimiento rápido al principio de la operación.
% Paso lateral — Introduzca la distancia, como un porcentaje del diámetro de la herramienta, a la que la herramienta se desplaza para posicionarse en el siguiente mecanizado de carga. Este valor especifica la distancia de paso lateral máximo. Este valor se utiliza si divide uniformemente la anchura de la figura. Cuando el resultado es una pasada final demasiado plana, las anchuras del mecanizado se ajustan para generar pasadas de desbaste uniformes.
Por ejemplo, si con una figura de 0,5 pulgadas de ancho se utiliza una anchura de corte de 0,4 (configurada como un % Paso lateral de 80 para una herramienta de 0,5 pulgadas de diámetro), la figura se desbasta en dos pasadas de 0,25 pulgadas de ancho en vez de una de 0,4 y otra de 0,1.
Posición de cambio de herramienta — Introduzca el punto al que se traslada la punta de la herramienta antes de un cambio de herramienta.
Esta posición es relativa al final de la curva.
Bloque total — Introduzca una distancia de desfase desde el límite de la figura hasta donde mecanizar en lugar de mecanizar hasta el límite del bloque. Esta opción solo está disponible en las operaciones de desbaste de las trayectorias de tipo Desfase.
Contrasalidas — Seleccione entre Sin verificar, Ajustar a geometría de hta, y Eliminarlas todas.
Ángulo de retirada — Introduzca el ángulo con el que se retira la herramienta antes de volver al paso siguiente. El ángulo se mide en grados, en sentido antihorario desde el eje Z. Consulte también Longitud de retirada.
Longitud de retirada — La distancia que retrocede la herramienta en la línea del Ángulo de retirada antes de ir al siguiente paso.
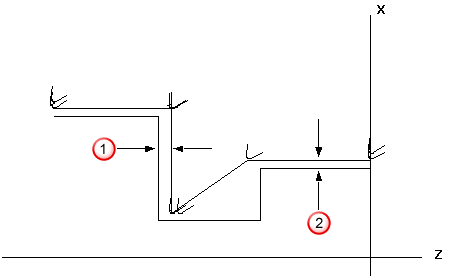
Sobreesp. acabado X — Introduzca la cantidad de material a dejar en la dirección X después de la pasada de desbaste.
 Sobreesp. acabado Z
Sobreesp. acabado Z
 Sobreesp. acabado X
Sobreesp. acabado X
Sobreesp. excedente X — Introduzca la cantidad de material a dejar en la dirección X después de la pasada de acabado.
Sobreesp. excedente Z
Sobreesp. excedente X
Sobreesp. semiacabado X — Introduzca la cantidad de material a dejar en la dirección X después de la pasada de semiacabado.
Sobreesp. semiacabado Z
Sobreesp. semiacabado X
Sobreesp. acabado Z — Introduzca la cantidad de material a dejar en la dirección Z después de la pasada de desbaste.
Sobreesp. acabado Z
Sobreesp. acabado X
Sobreesp. excedente Z — Introduzca la cantidad de material a dejar en la dirección Z después de la pasada de acabado.
Sobreesp. excedente Z
Sobreesp. excedente X
Sobreesp. semiacabado Z — Introduzca la cantidad de material a dejar en la dirección Z después de la pasada de semiacabado.
Sobreesp. semiacabado Z
Sobreesp. semiacabado X