Prof. corte constante — Consulte Prof. corte desbaste.
Sobreesp. acabado X
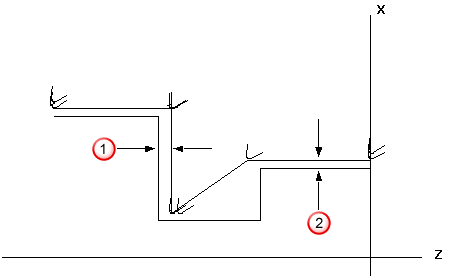
Sobreesp. acabado Z
Sobreesp. acabado X
Sobreesp. acabado Z — Consulte Sobreesp. acabado X.
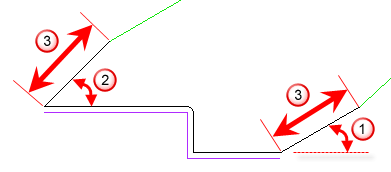
Ángulo inserción desbaste — Introduzca el ángulo en el que la herramienta se introduce en el bloque en las operaciones de desbaste cuando la opción de Comp. TNR está desactivada.
Ángulo inserción acabado — Introduzca el ángulo en el que la herramienta se introduce en el bloque en las operaciones de acabado cuando la opción de Comp. TNR está desactivada.
Ángulo retirada desbaste — Introduzca el ángulo en el que la herramienta sale del bloque después de cortar en las operaciones de desbaste cuando la opción de Comp. TNR está desactivada.
Ángulo retirada acabado — Introduzca el ángulo en el que la herramienta sale del bloque después de cortar en las operaciones de acabado cuando la opción de Comp. TNR está desactivada.
Longitud de retirada — La distancia que retrocede la herramienta en la línea del ángulo de retirada antes de ir al siguiente paso.
Longitud de retirada
Límite
 Distancia de seguridad
Distancia de seguridad
 Profundidad
Profundidad
Usar dist. seg. como longitud retirada acabado — Cuando está seleccionado, el valor de Dist. seg. se utiliza como la longitud de aproximación y retirada en los movimientos de acabado. Cuando no está activado se utiliza el valor de Longitud de retirada.
Compensación del radio de la punta de herramienta
Active esta opción para ignorar el radio de la herramienta al generar las pasadas para las figuras de cilindrado, mandrinado y refrentado. La geometría de la pieza real forma la trayectoria de herramienta. Se asume que la compensación del radio de herramienta se realizará por el operador en la máquina herramienta cuando esta opción esté activada.
Seleccione si aplicar Comp. TNR a las operaciones de desbaste, semiacabado y acabado. Introduzca los parámetros de Ángulo de entrada, Ángulo de salida y Dist. entr./sal. para la Comp. TNR.
|
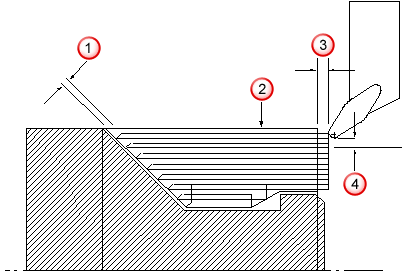
Ejemplo de figura de torneado
|
|
Ángulo entrada desbaste — Introduzca el ángulo en el que la herramienta se introduce en el bloque en las operaciones de desbaste cuando la opción de Comp. TNR está activada.
Ángulo entrada acabado — Introduzca el ángulo en el que la herramienta se introduce en el bloque en las operaciones de acabado cuando la opción de Comp. TNR está activada.
Ángulo salida desbaste — Introduzca el ángulo en el que la herramienta sale del bloque después de cortar en las operaciones de desbaste cuando la opción de Comp. TNR está activada.
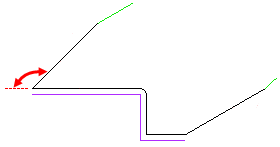
Ángulo salida acabado — Introduzca el ángulo en el que la herramienta sale del bloque después de cortar en las operaciones de acabado cuando la opción de Comp. TNR está activada.
Reutilizar trayectoria en ciclo fijo — Se refiere a Usar ciclo fijo. Active esta opción para escribir la curva en el fichero CN una vez y después hacer referencia a ella en los ciclos fijos de desbaste y acabado. Esta opción está activada por defecto.
Dist. seg. ciclo fijo X y Z — Estos atributos controlan la posición de herramienta antes del inicio de los ciclos fijos de torneado. La posición de herramienta se obtiene aplicando las distancias de seguridad X y Z al punto de inicio de la curva.