加工深さ セクションでは、加工深さ、仕上げ代、トレランスなどを指定します。
- 開始高さ - 最初の輪郭パスの位置を、絶対値で入力します。
- 最終深さ - 加工底部の 0 を、絶対値で入力します。
- 仕上げ代 - 選択したベクトルの境界と、工具との間の距離を入力します。材料を残しておく場合は正の値、材料を余分に除去する場合は負の値を入力します。
- トレランス - 値を入力して、工具と、選択したベクトルとの間の偏差の精度を制御します。値が小さすぎるとツールパス ファイルのサイズが大きくなり、計算と加工に時間がかかります。
- 安全回避高さ - セクションをクリックして展開し、オプションを表示します。
- 回避高さ に、ツールパスのセグメントから次のセグメントへの工具の早送り高さを入力します。材料ブロックやシートを固定しているクランプを避けて移動するのに十分な値でなければなりません。
- ホーム (X)、ホーム (Y)、ホーム (Z) - 工具の開始と終了時点での XYZ 座標を入力します。材料ブロックやシートから、回避高さの値だけ離れた距離になります。
- 輪郭加工の工具 - 選択 をクリックして、工具データベース ダイアログから工具を選択します。工具を選択すると、その名前がセクションに表示されます。セクションをクリックして展開すると、工具のパラメーターが表示されます。工具を変更する場合、もう一度 選択 をクリックします。
- 加工方向 - セクションをクリックして展開し、加工方向を選択します。
- ダウンカット - 工具は、送りと同じ方向に回転します。このオプションは、デフォルトで選択されています。
- アップカット - 工具は、送りと逆の方向に回転します。
- リードイン / リードアウト - ツールパスに、リードインとリードアウトを追加します。リードインとリードアウトを使用して、工具が材料に切込む際、または、工具が材料からリトラクトする際に跡が残らないように設定します。
- リードアウトなし - リードインだけを使用する場合、このオプションを選択します。
- 距離 (D) - 工具が切込む際と、リトラクトする際の、ツールパスのベクトル境界からの距離を入力します。
- オーバーカット (O) - 工具は、輪郭パスの始点と終点を、指定の距離だけ越えて加工します。これにより、さらに滑らかに仕上げます。
工具の移動方法を指定します。
- 直線 - このオプションの選択時、ベクトル境界へのリードインとリードアウトは直線になります。リードイン角度 と リードアウト角度 に、直線移動の角度を入力します。
 ツールパス
ツールパス
 ベクトル
ベクトル
 リードイン / リードアウト
リードイン / リードアウト
- 円弧 - このオプションの選択時、ベクトル境界へのリードインとリードアウトは円弧になります。半径 を入力します。この値は、距離 と同等以上でなければなりません。
 ツールパス
ベクトル
リードイン / リードアウト
ツールパス
ベクトル
リードイン / リードアウト
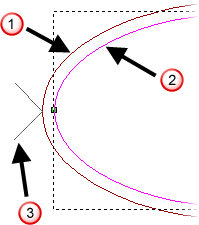
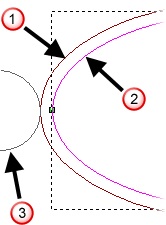
ベクトルの内側を加工する輪郭パスのリード移動の編集時は、直線リードの距離、または、円弧リードの半径が考慮されます。
直線リードの位置の編集時、ArtCAM はリード移動の距離が輪郭パスの境界内にあるかどうかをチェックします。現在の距離でのリード移動では輪郭パスと交差してしまう場合、距離をカットして交差しないようにします。
円弧リードの位置の編集時、ArtCAM はリード移動の半径が輪郭パスの境界内にあるかどうかをチェックします。現在の半径でのリード移動では輪郭パスと交差してしまう場合、交差しない距離の直線リード移動に変換します。
- 自動位置設定 - リードインとリードアウトを、ベクトル上の最適な位置(通常、最も長い直線スパン上)に自動的に配置します。リードインとリードアウトをベクトルの開始節点に配置する場合、このオプションを選択解除します。
注: 一連のツールパスで 始点をロック オプションを使用する場合、自動位置設定 を選択解除しておかなければなりません。注: リードインとリードアウト動作を配置しなおす場合、開始節点を変更します。
- ランピングを追加 - ツールパスに、ランピングを追加します。ランピングのタイプを選択します。
- スパイラル - 輪郭の外周に、らせん状のヘリカル ランプで降下します。
スパイラル を選択した場合、角度、長さ、高さのフィールドを利用することはできません。
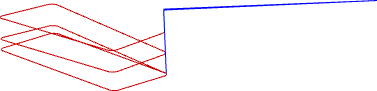
- ジグザグ - 指定の角度と距離で、直線のジグザグで降下します。
ジグザグ を選択した場合、次の値を指定します。
最大ランプ角度 (A) - 輪郭加工の工具の、ジグザグの最大降下角度を入力します。注: 理想的なランプ角度は、テーブルのサーフェスを基準に 0 度から 20 度程度です。これにより、工具は送り速度の 100% で材料ブロックに切込むことができます。20 度より大きな角度の場合、送りを減速しなければなりません。最大ランプ長さ (L) - 輪郭加工の工具の、ジグザグの最大距離を入力します。
最小ランプ長さ (Lmin) - 輪郭加工の工具の、ジグザグの最小距離を入力します。
ジグザグの 'ジグ' 開始高さ (S) - ランピングの開始高さを入力します。
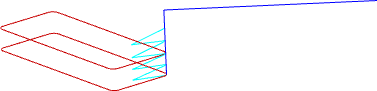
- スムーズ - ツールパスの各セグメントに、短い直線状のランピングを追加します。
スムーズ を選択した場合、次の値を指定します。
最大ランプ角度 (A) - 輪郭加工の工具の、ジグザグの最大降下角度を入力します。注: 理想的なランプ角度は、テーブルのサーフェスを基準に 0 度から 20 度程度です。これにより、工具は送り速度の 100% で材料ブロックに切込むことができます。20 度より大きな角度の場合、送りを減速しなければなりません。最大ランプ長さ (L) - 輪郭加工の工具の、ジグザグの最大距離を入力します。
最小ランプ長さ (Lmin) - 輪郭加工の工具の、ジグザグの最小距離を入力します。
- スパイラル - 輪郭の外周に、らせん状のヘリカル ランプで降下します。
- ブリッジを追加 - 加工用のベクトルに、ブリッジを追加します。ブリッジは、輪郭加工したベクトル アートワークが材料ブロックから外れてしまわないように補助します。