Z 早送り平面 - パーツの上部からの、Z 方向の最小安全距離を入力します。
工具は、フィーチャーから離れて早送りになる前に、フィーチャーの Z 早送り平面 までリトラクトします。 次のフィーチャーの Z 早送り平面 の高さが異なる場合、そのフィーチャーへの早送り移動の Z 高さ(Z 座標)も変化することになります。 つまり、次のフィーチャーに到達した際、工具は、そのフィーチャーの Z 早送り平面 に配置されます。
この値は、現在のユーザー座標系のストック上部に相対します。 プランジ クリアランス と比較します。
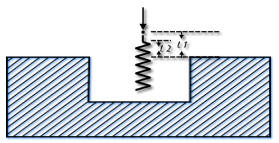
プランジ クリアランス - 加工箇所からの距離を入力します。工具は、この位置から切削送りとなります。
図の L1 に該当します。
深孔の加工時、ドリルはペッキングするたびにこの距離までリトラクトします。 フライス加工フィーチャーでは、デフォルトで、荒加工と仕上げに同じ値が適用されます。 その結果、加工の前に、工具がフィーチャーの上部からフロアに送られることになります。 フィーチャーの内部まで工具を送るには、工程の プランジ クリアランス に負の値を入力しますが、その値がフィーチャーのフロアより上であることを確認します。
深さまで早送りする場合、プランジ クリランス に負の値を入力するか、サーフェスを認識してアプローチ を選択します。
Z ランプ クリアランス - 加工箇所へのランピングを開始する距離を入力します。 Z ランプ クリアランス は、プランジ クリランス に拘束されます。
図の L2 に該当します。
スプライン トレランス - スプラインとして定義されている輪郭を、円弧とラインで近似します。 値が小さいほど、輪郭は滑らかになります。 FeatureCAM のフィーチャー認識では、このプロパティを使用してサーフェスが孔であるかどうかを決定します。
ポスト処理トレランス - ツールパス作成のトレランスを入力します。 小さなパーツでは ポスト処理トレランス を低くして、より正確なツールパスを作成します。
より多くの数値を出力できるよう、ポスト プロセッサーもあわせて調整しておく必要があります。 例えば、ポスト処理トレランスを 0.001 から 0.0001 に変更した場合、ポスト プロセッサーの数値設定も調整して、増やした小数位が NC データに反映されるようにします。 ポスト処理トレランスを低くすることで NC データの行数も増えるため、この操作は、高精度の座標値が使用できる高精度 NC マシンのみで行うようにします。
Z 割り出しクリアランス - 円筒ストックのバウンディング ボックスの上部からのクリアランス距離です。
エッジ面取り半径 - 半径を指定して、フィーチャーの外側シャープ コーナーを自動的に丸めます。 フィーチャーの形状は変化しませんが、ツールパスは丸みを反映して修正されます。
最小コーナー半径 - 半径を指定して、フィーチャーの内側コーナーを自動的に丸めます。 フィーチャーの形状は変化しませんが、ツールパスは丸みを反映して修正されます。
最小早送り距離 % - 工具移動を早送りで行う最低基準値を、工具直径に対する割合として指定します。 この値に満たないものは、送りで移動します。
最小早送り距離は、2.5D フライス加工に適用されます。 この値は、工具直径に対する割合として指定します。
次の例は、400 % で加工したフィーチャーです。
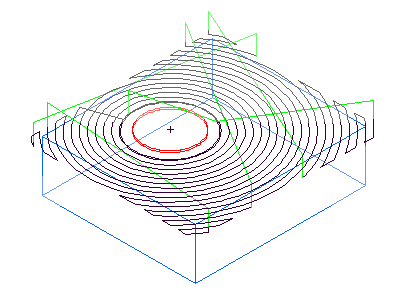
次の例では、同じパーツでも 最小早送り距離 を 10 % に設定しているため、工具はパスからその次のパスへの間でリトラクトし、早送りで移動します。

裏面クリアランス - バックボーリング孔の加工時に使用します。裏面クリアランス は、ボーリング加工時の、孔の底部とバックボーリング工具間の距離となります。
エッジ カーブ ファインダーを使用 - 時として、Parasolid カーネルがストック カーブを適切に算出しないことがあります。 Parasolid ファイルからのストック カーブの算出に問題がある場合、このオプションを選択します。 このオプションによる処理には時間がかかるため、オプションはデフォルトで選択解除されています。
回転数 % - FeatureCAM が算出したスピンドルの回転数に対する割合です。100 より小さな値の場合、算出された回転数は減少します。 100 より大きな場合、算出された値は増加します。
送り % - FeatureCAM が算出した送り速度に対する割合です。100 より小さな値の場合、算出された送り速度は減少します。 100 より大きな場合、算出された値は増加します。
切込み送り % - 送り % に対する割合として指定します。ストックへの最初のプランジで使用されます。例えば、送り % が 2000 MMPM の場合、切込み送り % を 50 に設定すると、最初のプランジの送りは 1000 MMPM になります。第 1 切込み送り % も参照してください。
第 1 切込み送り % - 最初のプランジ(ストックへの最初のアプローチ)に対して、続くプランジよりも遅い送りを指定することができます。この値は、切込み送り % に対する割合として指定します。
送り速度単位 - 送りの単位のデフォルトを変更します。 送り速度単位 ドロップダウン リストから、FeatureCAM 全体で使用する送りの単位を選択します。
|
IPM 使用 (インチ / 分) IPR 使用 (インチ / 回転) IPT 使用 (インチ / 刃) |
MMPM 使用 (mm / 分) MMPR 使用 (mm / 回転) MMPT 使用 (mm / 刃) |
グローバル設定は、新規フィーチャー ウィザードの 送り/回転数 ページと、フィーチャー プロパティ ダイアログの 送り/回転数 タブに反映されます。
切込み送り最適化
切込み送り最適化 を選択した場合、ランピングの送り速度は 最大ランプ角度 に基づいてスケールされます。ランピングの最大角度を入力します。 ヘリカル ランプと、ジグザグ ランプに適用されます。 0 に設定した場合、プランジ カットになります。 ランプ角度 を 1 に設定すると、プランジ移動の送り速度は、フライス加工の送り速度とほぼ同じになります。 角度を 90 に設定すると、プランジ移動の送り速度は 切込み送りオーバーライド % に基づいて決まります。
に設定すると、プランジ移動の送り速度は、フライス加工の送り速度とほぼ同じになります。 角度を 90 に設定すると、プランジ移動の送り速度は 切込み送りオーバーライド % に基づいて決まります。
切込み送り最適化 が選択されていない場合、プランジ移動の送り速度は、ランプ角度にかかわらず 切込み送りオーバーライド % に基づいて決まります。
円弧の加速と減速設定 ダイアログ