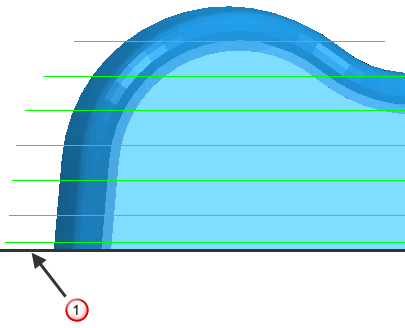
Используйте страницу Чистовая с постоянной Z, чтобы создать траекторию, разделив модель на слои на заданных Z высотах.
Порядок Z — Выберите, как выполняется обработка, по Карману или по Слою.
- Карман — Когда выбрано, один участок (такой как карман или выступ) обрабатывается полностью до перехода к следующему. То есть, обработка карманов предпочтительнее обработки слоев.
- Уровень —когда выбрано, полностью обрабатывается один уровень перед тем, как переходить к следующему. То есть, обработка слоев предпочтительнее обработки карманов.
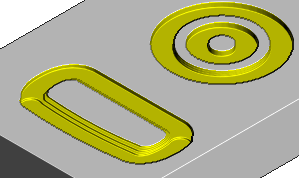
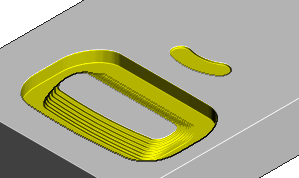
Спираль — Выберите эту опцию, чтобы создать спиральную траекторию между двумя соседними замкнутыми контурами. Это сводит к минимуму число подъемов инструмента и деформацию инструмента, и максимально увеличивает время резания, при этом сохраняя более постоянные условия резания.
Опция Спираль — Не выбрана:
Опция Спираль — Выбрана:
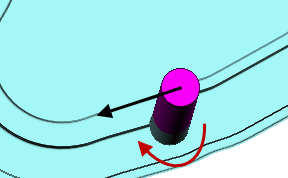
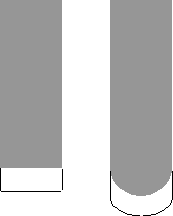
Поднутрения — Выберите эту опцию, чтобы создать траекторию, в которой фреза может касаться детали, чтобы можно было обрабатывать области с поднутрениями.
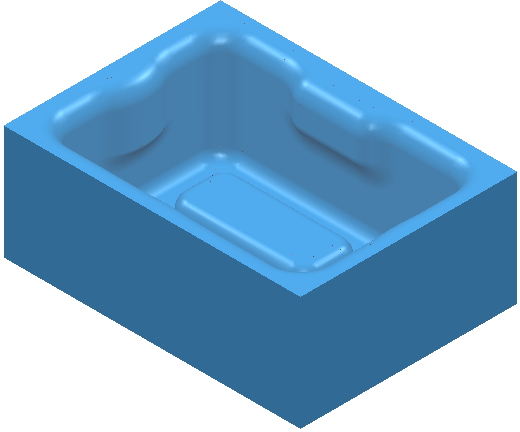
Если начать с этой модели:
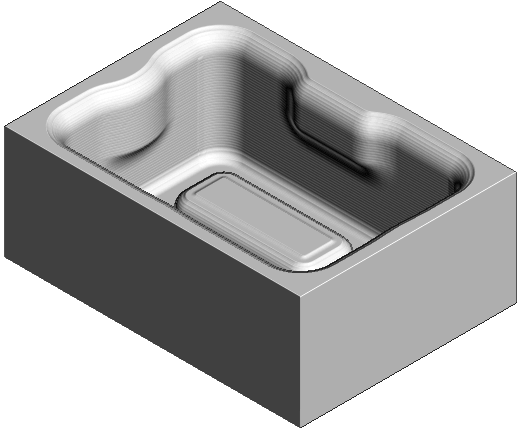
Поднутрения — Выбрано:
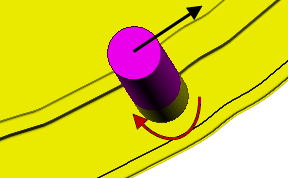
Поднутрения — Не выбрано:
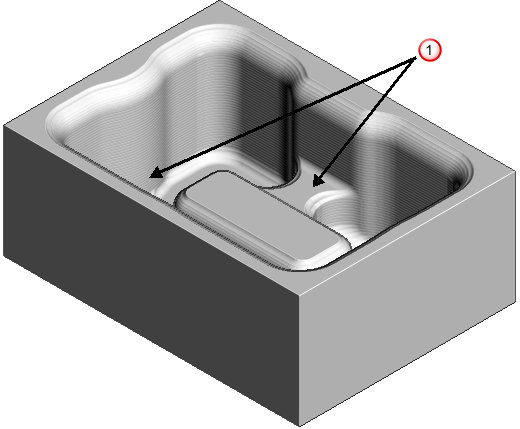
 — Области, обрабатываемые не полностью.
— Области, обрабатываемые не полностью.
- Если используется вертикальная ось инструмента, поднутрения обрабатываются сферическими, коническими сферическими и дисковыми фрезами.
- Если ось инструмента не вертикальная, то поднутрения обрабатываются сферическими, коническими сферическими и сферическими дисковыми фрезами.
Не все дисковые фрезы работают с невертикальной осью, а только те, которые оканчиваются (полу)сферой (где диаметр=2*радиус кромки).
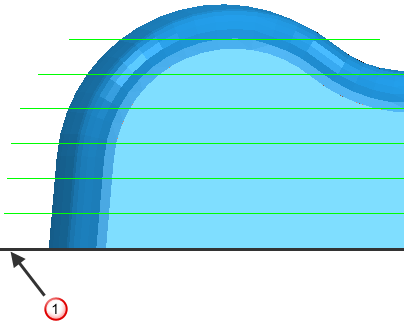
Обработка плоскостей — Выберите эту опцию, чтобы добавить слой с постоянной Z на плоских поверхностях внизу отвесных элементов.
Обработка плоскостей — Выбрано:
— Плоская поверхность
Обработка плоскостей — Не выбрано:
Плоскостность — Введите диапазон Z, определяющий, плоская ли поверхность.
Допуск — Введите значение допуска, определяющее, насколько точно траектория следует контурам модели.
Направление резания — Выберите технологию фрезерования.
Выберите Направление резания из следующих:
- Попутное — Выберите для создания траекторий только с попутным фрезерованием, где это возможно. Инструмент находится слева от обрабатываемой кромки при просмотре в направлении движения инструмента.
- Встречное — Выберите для создания траекторий, использующих только встречное фрезерование или фрезерование снизу вверх, где это возможно. Инструмент находится справа от обрабатываемой кромки при просмотре в направлении движения инструмента.
- Любое — Выберите, чтобы создать траекторию, использующую как попутное, так и встречное фрезерование. Это минимизирует количество подъемов и перемещений инструмента.
Прим.: Любое разрешает зигзагообразную обработку незамкнутых сегментов траектории. Закрытые сегменты по умолчанию обрабатываются Встречно. Чтобы изменить направление резания для замкнутых сегментов, выберите вкладку «Правка траектории» > панель «Правка» > «Упорядочить».
Припуск — Введите толщину оставляемого на детали материала. Нажмите кнопку Припуск , чтобы разделить поле Припуск на поля Радиальный припуск
, чтобы разделить поле Припуск на поля Радиальный припуск и Осевой припуск
и Осевой припуск . Используется для задания отдельных значений радиального и осевого припуска. Разделение значений радиального и осевого припуска) рекомендуется для ортогональных деталей. Можно использовать отдельное значение припуска на деталях со скошенными стенками, но в этом случае будет сложнее спрогнозировать результаты.
. Используется для задания отдельных значений радиального и осевого припуска. Разделение значений радиального и осевого припуска) рекомендуется для ортогональных деталей. Можно использовать отдельное значение припуска на деталях со скошенными стенками, но в этом случае будет сложнее спрогнозировать результаты.
Радиальный припуск — Введите радиальное смещение для инструмента. Для 2.5- или 3-осевой обработки положительное значение оставляет материал на вертикальных стенках.
Осевой припуск — Введите смещение инструмента, но только в осевом направлении. Для 2.5- или 3-осевой обработки положительное значение оставляет материал на горизонтальных гранях.
 Переменный припуск — нажмите, чтобы открыть диалоговое окно Припуск компонента для задания припусков разных поверхностей.
Переменный припуск — нажмите, чтобы открыть диалоговое окно Припуск компонента для задания припусков разных поверхностей.
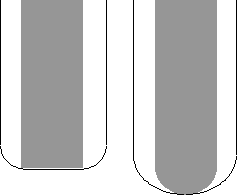
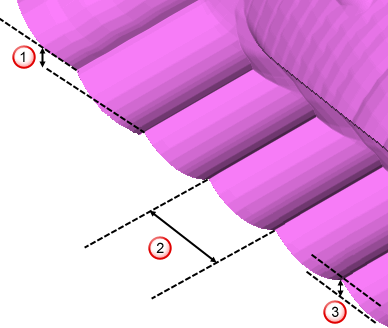
Шаг по Z
Минимальный шаг — Введите значение постоянного шага по Z между следующими друг за другом слоями обработки.
 Копировать из Аp инструмента — Нажмите, чтобы загрузить осевой шаг обработки из режимов резания активного инструмента. Осевой шаг обработки измеряется вдоль оси инструмента.
Копировать из Аp инструмента — Нажмите, чтобы загрузить осевой шаг обработки из режимов резания активного инструмента. Осевой шаг обработки измеряется вдоль оси инструмента.
Вычислить по гребешку — Выберите эту опцию, чтобы определить шаг по Z исходя из Высоты гребешка, с максимальным шагом по Z, определенным значением Максимальный шаг Z. Когда эта опция не выбрана, шаг по Z между следующими друг за другом Z высотами имеет постоянное значение, равное значению Минимальный шаг по Z.
Максимальный шаг Z — Введите максимально допустимый шаг обработки при вычислении шага по гребешку. Это позволяет предотвратить чрезмерное увеличение шага на вертикальных стенках.
Высота гребешка— Используйте этот параметр, чтобы задать шаг по Z так, чтобы высота материала, оставляемого между высотами Z, не превышала Высоту гребешка. Однако, если вычисленное значение меньше Минимального шага Z, то оно устанавливается равным Минимальному шагу Z.
Шаг по Z
 Шаг
Шаг
 Высота гребешка
Высота гребешка