Les rainures internes/externes sont des rainures de côté usinées avec des outils en queue d’aronde et incluent une passe d'ébauche et une passe de finition.
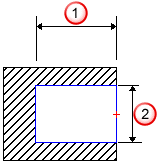
 — Profondeur
— Profondeur
 — Largeur
— Largeur
Elles peuvent :
- être de n'importe quelle forme, sans auto-intersection, qui est assez ouverte pour permettre à l'outil d'y entrer, d'opérer et d'en sortir.
- ne couper qu'aux largeurs d'outils qui vous sont disponibles.
- ne couper qu'à la forme de l'outil par défaut.
Conseil : Si vous chargez des outils spéciaux et créez plusieurs rainures, vous pouvez obtenir des effets spéciaux.
Pour une rainure interne/externe, FeatureCAM utilise le processus suivant :
- Détermine quel outil utiliser, en se basant sur la largeur et la profondeur de la rainure et depuis l'armoire à outils actuelle, prendre un outil en queue d'aronde en utilisant la longueur et le diamètre comme critère de sélection d'outil.
- La longueur d'outil est déterminée en se basant sur la profondeur de la rainure. L'outil doit rentrer tout au fond de la profondeur de la rainure. Si plusieurs passes doivent être utilisées pour fabriquer la rainure, alors ces passes peuvent être effectuées pour atteindre la profondeur complète.
- La largeur d'outil est mise en correspondance avec la largeur de la rainure dans une petite tolérance. Si la rainure est trop grosse, alors vous obtenez une erreur de sélection d'outil.
- Choisit les avances et vitesses pour le fraisage en utilisant la base de données d'avance/vitesse personnalisable. Les avances et vitesses sont déterminées en se basant sur la matière brute.
- Génère une passe d'ébauche. La rainure est d'abord coupée au centre, avec des passes subséquentes en alternant d'un côté à l'autre de la ligne médiane de la rainure. Différentes surépaisseurs sont possibles sur les parois et au fond de la rainure.
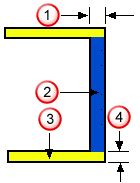 — Surépaisseur de finition
— Fond
— Surépaisseur de finition
— Fond
 — Paroi
— Paroi
 — Surépaisseur de finition de paroi
— Surépaisseur de finition de paroi
Les aspects importants de l'ébauche sont les suivants :
- Atteindre la profondeur — Il y a deux aspects pour emmener l'outil en queue d'aronde à la profondeur. L'outil doit d'abord descendre sur Z, puis plonger dans le métal. Pour le mouvements vers le bas, l'outil en queue d'aronde plonge simplement. Vous ne devez pas avoir de matière en-dessous de l'outil pour ce mouvement. Vous pouvez définir le point de pré-perçage pour déterminer où l'outil en queue d'aronde est abaissé sur Z. Puis l'outil plonge dans la matière horizontalement. Il n'y a pas d'options pour contrôler la plongée dans la matière.
- Etagement vertical — Aucune passe verticale n'est utilisée. Vous obtenez une erreur de sélection d'outil si la largeur de l'outil n'est pas exactement la même que la rainure.
- Passe horizontale — L'enchaînement d'ébauche peut remplacer l'enchaînement horizontal dans la rainure. Autrement, FeatureCAM prend automatiquement autant de passes qu'il en a besoin pour usiner la profondeur complète de la rainure. La valeur par défaut est de 33% du diamètre d'outil.
- Générez une passe de finition. La passe de finition est basée sur les attributs de finition de parois et de passes de paroi.
- Sélection de l'outil — Après l'ébauche, l'outil d'ébauche est utilisé pour finir la rainure. Utiliser outil de finition ordonne à FeatureCAM de choisir un outil de finition différent (qui a les mêmes caractéristiques sauf si vous les remplacer).
- Accostage — Cela crée la passe de finition accoste la matière avec un arc égal à un pourcentage du diamètre d'outil (voir diamètre d'accostage).
- Passes de finition et recouvrement — L'outil fait le tour de la rainure un certain nombre de fois, défini par l'attribut de passe de finition et recouvre le point de départ avec une valeur contrôlé par l'attribut de recouvrement de finition.
- Sortie — Cela utilise un autre arc de la même taille que l'accostage pour déplacer l'outil loin de la paroi finie.
- Retrait — Cela retire l'outil de la zone de brut et se prépare à la prochaine opération.
Vous pouvez éditer ce processus à ces endroits :
- Pour éditer toutes les instances de ce type de feature dans le document actuel, utilisez la boite de dialogue Attributs d'usinage.
- Pour éditer une seule feature, utilisez les onglets Outils, Fraisage, Stratégie et Divers. pour la feature dans la boîte de dialogue de propriétés des features.
La base de données de l'outillage a également a impact important sur la façon dont une feature est usinée et la base de données d'avance/vitesse aide à déterminer les avances et les vitesses utilisées.