L'attribut Combiner les trous similaires dans un cycle s'applique aux opérations de perçage.
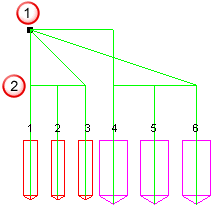
Par défaut, FeatureCAM retire l'outil vers le haut du Plan de sécurité Z entre les opérations. Bien que cette hypothèse est sûre, il peut en résulter des programmes de pièce CN inefficaces, car entre chaque opération du programme (G80) est annulé et re-crée (G81, G83, et ainsi de suite) en mode cycle fixe. La figure ci-dessous montre un tel programme.
|
:10 (9-13-2001) N25G00G17G40G49G80 N30G30G91Z0 N35T1M6 N40G00G54G90X0.Y0.S3819M03 N45G43H1Z1.0M08 N50Z0.1 N55G83R0.1Z-1.0Q0.25F14.3 N60G80 N65Z1.0 N70X0.5 N75Z0.1 N80G83R0.1Z-1.0Q0.25F14.3 N85G80 N90Z1.0 N95X1.0 N100Z0.1 N105G83R0.1Z-1.0Q0.25F14.3 N110G80 N115Z1.0 N120G0G91G28Z0M09 N125G49G90 N130M30 |
|
L'attribut Combiner les trous similaires dans un cycle d'attribut a deux fonctions : il crée un code CN plus efficace qui n'entre un mode de cycle d'attribut qu'une seule fois, mais entraîne également le dégagement de l'outil dans le plan Garde de plongée inférieur après le perçage de chaque trou.
Si Options > Post-processeur > Désactiver les macros est désélectionné, les positions des trous sont incluses dans une macro comme montré dans l'échantillon de code CN Fanuc ci-dessous.
|
:10 (9-13-2001) N25G00G17G40G49G80 N30G30G91Z0 N35T1M6 N40G00G54G90X0.Y0.S3819M03 N45G43H1Z1.0M08 N50Z0.1 N55G83R0.1Z-1.0Q0.25F14.3 N60P1001M98 N65G80 N70G00Z1.0 N75G0G91G28Z0M09 N80G49G90 N85M30 :1001 N90G91 N95X0.5 N100X1.0 N105G90 N110M99 |
|
Si Options > Post-processeur > Désactiver macros est sélectionné, le code CN reste efficace, parce que le cycle fixe n'est entré qu'une seule fois. L'exemple de code ci-dessous, est un code CN Fanuc pour un motif de trous avec Combiner les trous similaires dans un cycle activé, mais sans les macros.
:10 (9-13-2001) N25G00G17G40G49G80 N30G30G91Z0 N35T1M6 N40G00G54G90X0.Y0.S3819M03 N45G43H1Z1.0M08 N50Z0.1 N55G83R0.1Z-1.0Q0.25F14.3 N60X0.5 N65X1.0 N70G80 N75G00Z1.0 N80G0G91G28Z0M09 N85G49G90 N90M30
Après que Combiner les trous similaires dans un cycle soit sélectionné sur une feature, vous pouvez spécifier le plan de retrait pour la feature entière sur l'onglet Stratégie des propriétés de la feature de perçage ou pour chacune des opérations de la feature individuellement dans la colonne Retrait de l'onglet Liste opé. Si vous utilisez un post-processeur qui prend en charge les codes G99 et G98 de style Fanuc, alors ces codes sont utilisés par FeatureCAM. Autrement, le cycle fixe est annulé et réutilisé si nécessaire. Pour définir le plan de retrait pour la feature, vous avez deux options dans l'onglet Stratégie :
|
Retrait au plan rapide Z |
L'outil se retire au plan rapide Z le plus haut (G98, "retour niveau initial", sur un contrôle Fanuc) après avoir effectuer l'opération. |
|
Retrait à la garde de plongée |
L'outil se retire au plan de dégagement de plongée le plus bas (G99, "retour niveau point E", sur un contrôle Fanuc) après avoir effectuer l'opération. |
Pour définir le plan de retrait pour les opérations individuelles, la colonne de retrait de l'onglet Liste des opérations contient un des symboles suivants :
|
|
Cette petite flèche verte indique que l'outil se retire au plan de retrait de garde de plongée inférieur (G99, "retour niveau point R", sur un contrôle Fanuc) après avoir effectuer l'opération. Vous pouvez changer cette flèche en une grande flèche en cliquant sur la flèche avec le bouton gauche de la souris et en sélectionnant Retrait au plan rapide Z dans le menu contextuel. |
|
|
Cette grande flèche verte veut dire que l'outil se retire au plan rapide Z supérieur (G98, "retour niveau initial", sur un contrôle Fanuc) après avoir effectuer l'opération. Vous pouvez changer cette flèche en une petite flèche en cliquant sur la flèche avec le bouton gauche de la souris et en sélectionnant Retrait à la garde de plongée dans le menu contextuel. |
|
|
Cette flèche grise indique que l'outil se retire au plan rapide Z supérieur après l'opération, vous ne pouvez pas la changer, parce qu'elle est le plus souvent montrée à la fin d'un cycle fixe. |



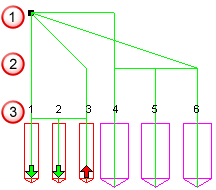
Le schéma ci-dessous montre deux motifs de perçage. Dans le premier motif qui contient les trous 1, 2 et 3, l'option Combiner trous similaires dans un cycle est sélectionnée. Le trou 2 a été modifié pour se retirer au plan rapide.
 Point de changement d'outil
Point de changement d'outil
 Plan rapide
Plan rapide
 Plan de retrait
Plan de retrait
Si vous utilisez un post-processeur qui supporte différents plans rapides dans un cycle fixe, c'est un post-processeur Fanuc qui supporte G98/G99, alors vous pouvez créer un code-G qui est plus efficace. Fanuc prend en charge G98 pour le retrait au plan rapide Z supérieur et G99 pour le retrait au plan de dégagement de plongée inférieur. Ces codes-G sont entrés dans le post-processeur comme étant le retrait au plan R (pour le plan de garde en plongée inférieur, G99) et le retrait à rapide Z (pour le plan rapide Z, G98). Le programme résultant est le suivant :
N65 G83 G98 Z-1.0751 R0.1 Q0.25 F14.3 N70 X0.0 N75 X0.5 N80 X1.0 G99 N85 X1.5 G98 N90 X2.0 N95 X2.5 G99 N100 G80