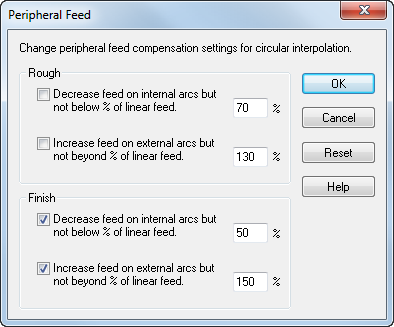
These parameters let you adjust the feedrates of arc moves for 2.5D milling features. The concept is that by slowing the feedrate on internal arcs and increasing the feedrate on external arcs, you get a more consistent finish.
Select Decrease feed on internal arcs to slow down on concave moves. Set the lower limit by entering a percentage of the linear feed.
Select Increase feed on external arcs to speed up on convex moves. Set the upper limit by entering a percentage of the linear feed.
There is a section for roughing and finishing and the options are identical. The finishing section applies to semi-finishing and finishing 2.5D milling operations. The roughing section applies to 2.5D roughing operations.
|
|
|
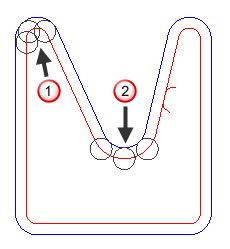
 Internal arc
Internal arc
 External arc
External arc
We recommend that you use these adjustments for finishing and leave the settings for roughing deselected. Use feed optimization for roughing instead.