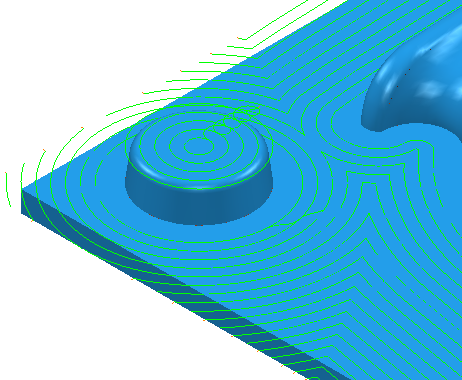
Use the Offset flat finishing page to create an offset toolpath on the flat areas of the model.
Flat tolerance — Enter a tolerance to find areas that are almost flat (that is, flat within the tolerance specified here).
Find flats on triangles — Select to find flat areas on triangles as well as surfaces. When deselected PowerMill doesn't consider parts of the model containing triangles.
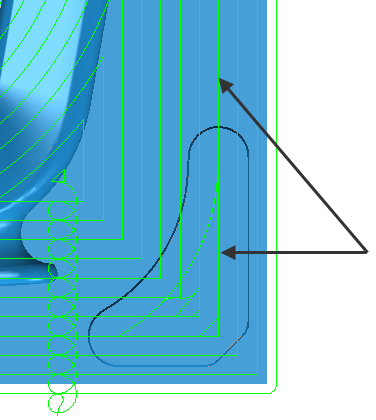
Allow tool outside flat — Select this option to allow the tool to go outside the flat area. This alleviates the problem of running the tool along a sharp edge.
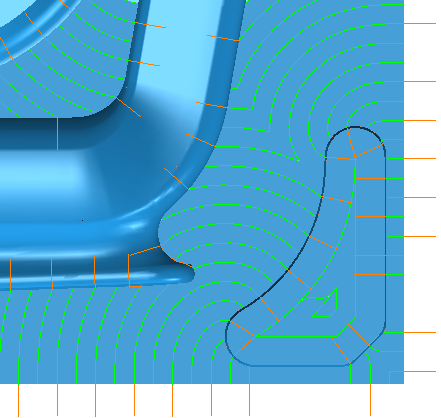
Allow tool outside flat — Selected:
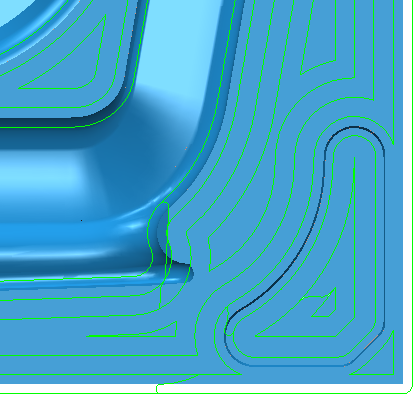
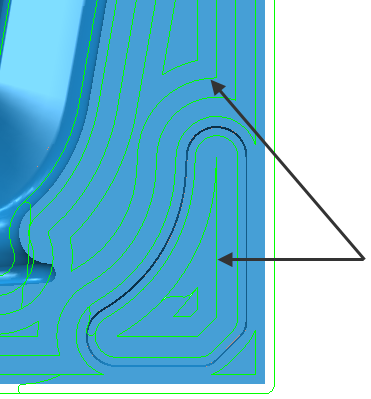
Allow tool outside flat — Deselected:
Rest machining — Select to enable the Rest page. Rest machining enables you to use a large tool for efficient volume removal and then a smaller tool to machine areas of the model that the large tool could not reach such as pockets and corners. The smaller tool machines only the areas that could not be reached by the original tool.
Add approaches from outside — Select to enable level moves to approach the model from outside the block.
Approach outside allowance — Enter the approach distance. This is the maximum approach distance from the flat.
Ignore holes — Select to ignore holes that are smaller than the specified Threshold.
-
Threshold (TDU)
— Enter a threshold, as a percentage of the tool diameter, to define which holes to ignore. For example, with a value of
2, PowerMill ignores any holes up to twice the tool diameter.
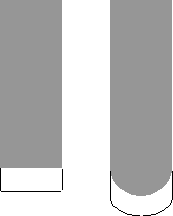
Deselect Ignore holes:
Select Ignore holes:
Tolerance — Enter a value to determine how accurately the toolpath follows the contours of the model.
Cut direction — Select the milling technology.
Select a Cut Direction from the following:
-
Climb — Select to create toolpaths using only climb milling, where possible. The tool is on the left of the machined edge when viewed in the direction of tool travel.

-
Conventional — Select to create toolpaths using only conventional or upcut milling, where possible. The tool is on the right of the machined edge when viewed in the direction of tool travel.

- Any — Select to create toolpaths using both conventional and climb milling. This minimises the tool lifts and tool travel.
Thickness — Enter the amount of material to be left on the part. Click the
Thickness
 button to separate the
Thickness
box in to
Radial thickness
button to separate the
Thickness
box in to
Radial thickness
 Axial thickness
Axial thickness
 . Use these to specify separate
Radial and
Axial thickness as independent values. Separate
Radial and
Axial thickness values are useful for orthogonal parts. You can use independent thickness on sloping walled parts, although it is more difficult to predict the results.
. Use these to specify separate
Radial and
Axial thickness as independent values. Separate
Radial and
Axial thickness values are useful for orthogonal parts. You can use independent thickness on sloping walled parts, although it is more difficult to predict the results.
Radial thickness — Enter the radial offset to the tool. When 2.5-axis or 3-axis machining, a positive value leaves material on vertical walls.

Axial thickness — Enter the offset to the tool, in the tool axis direction only. When 2.5-axis or 3-axis machining, a positive value leaves material on horizontal faces.
 Component thickness — Click to display the
Component thickness
dialog, which enables you to specify the thicknesses of the different surfaces.
Component thickness — Click to display the
Component thickness
dialog, which enables you to specify the thicknesses of the different surfaces.
Stepover — Enter the distance between successive machining passes.
-
 Copy stepover from tool
— Click to load the radial depth of cut from the active tool's cutting data. The radial depth of cut is measured normal to the tool axis.
Copy stepover from tool
— Click to load the radial depth of cut from the active tool's cutting data. The radial depth of cut is measured normal to the tool axis.
-
 Edited — When displayed, shows value entered by you (or another user). Click
to change this value to the automatically calculated value.
Edited — When displayed, shows value entered by you (or another user). Click
to change this value to the automatically calculated value.
-
 Stepover — Enter the distance between successive machining passes.
Stepover — Enter the distance between successive machining passes.
If you enter a Stepover value, then
changes to
.
-
 Cusp height — Enter the maximum cusp height and use this value to determine the stepover. PowerMill calculates the stepover value to give a cusp height of the machining tolerance using the current tool, when machining a plane inclined at 45
Cusp height — Enter the maximum cusp height and use this value to determine the stepover. PowerMill calculates the stepover value to give a cusp height of the machining tolerance using the current tool, when machining a plane inclined at 45 . This is the worst case cusp height for any given tolerance.
. This is the worst case cusp height for any given tolerance.
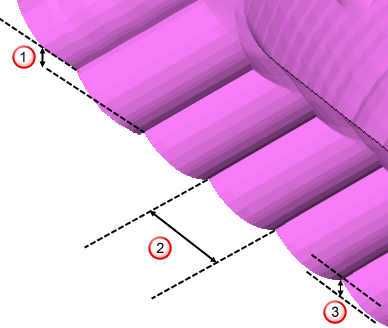
 Stepdown
Stepdown
 Stepover
Stepover
 Cusp height
Cusp height
For more information see Linkage between stepover and cusp height.
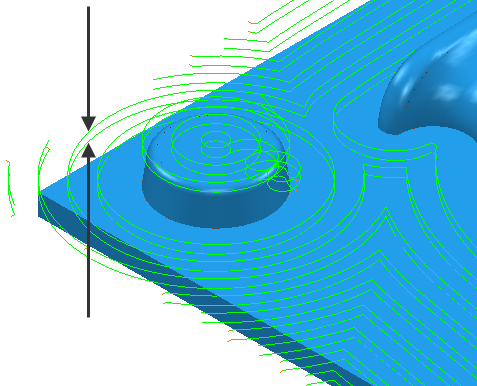
Final stepdown — Select to enable one extra pass.
Final stepdown selected
Final stepdown deselected