El atributo de Combinar con agujeros similares en ciclo fijo se utiliza en operaciones de taladrado.
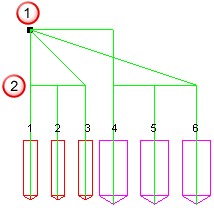
Por defecto, FeatureCAM retrae la herramienta al Plano rápido Z más alto entre las operaciones. No obstante, es posible que, aunque sea la opción más segura, se generen programas de pieza CN poco eficientes, ya que entre cada operación el programa cancela (G80) y restablece (G81, G83, etc.) el modo de ciclo fijo. La imagen de abajo refleja un programa ineficaz.
|
:10 (9-13-2001) N25G00G17G40G49G80 N30G30G91Z0 N35T1M6 N40G00G54G90X0.Y0.S3819M03 N45G43H1Z1.0M08 N50Z0.1 N55G83R0.1Z-1.0Q0.25F14.3 N60G80 N65Z1.0 N70X0.5 N75Z0.1 N80G83R0.1Z-1.0Q0.25F14.3 N85G80 N90Z1.0 N95X1.0 N100Z0.1 N105G83R0.1Z-1.0Q0.25F14.3 N110G80 N115Z1.0 N120G0G91G28Z0M09 N125G49G90 N130M30 |
|
El atributo Combinar con agujeros similares en ciclo fijo tiene dos funciones: crea un código CN más eficiente al introducir el modo de ciclo fijo una sola vez y también hace que la herramienta se retraiga al plano de Altura Z de inicio inferior tras taladrar cada agujero.
Cuando la opción Opciones > Posprocesado > Desactivar macros no está seleccionada, la posición de los agujeros se incluye en una macro, como refleja el código CN Fanuc de abajo.
|
:10 (9-13-2001) N25G00G17G40G49G80 N30G30G91Z0 N35T1M6 N40G00G54G90X0.Y0.S3819M03 N45G43H1Z1.0M08 N50Z0.1 N55G83R0.1Z-1.0Q0.25F14.3 N60P1001M98 N65G80 N70G00Z1.0 N75G0G91G28Z0M09 N80G49G90 N85M30 :1001 N90G91 N95X0.5 N100X1.0 N105G90 N110M99 |
|
Cuando la opción Opciones > Posprocesado > Desactivar macros está seleccionada, el código CN sigue siendo eficiente, ya que únicamente se introduce el modo de ciclo fijo una vez. El código de ejemplo de abajo es un código CN Fanuc para un patrón de agujeros con la opción de Combinar con agujeros similares en ciclo fijo activada, pero sin macros.
:10 (9-13-2001) N25G00G17G40G49G80 N30G30G91Z0 N35T1M6 N40G00G54G90X0.Y0.S3819M03 N45G43H1Z1.0M08 N50Z0.1 N55G83R0.1Z-1.0Q0.25F14.3 N60X0.5 N65X1.0 N70G80 N75G00Z1.0 N80G0G91G28Z0M09 N85G49G90 N90M30
Después de seleccionar Combinar con agujeros similares en ciclo fijo en una figura, es posible especificar el plano de retracción para toda la figura en la pestaña de Estrategia de las propiedades de figura de agujero o para las operaciones cada una de las figuras por separado en la columna de Retracción de la pestaña de Lista Op. Si se utiliza un posprocesado compatible con los códigos de estilo Fanuc G99 «Retorno de nivel de punto R» y G98 «Retorno de nivel inicial», FeatureCAM utiliza estos códigos. Si no es así, el ciclo fijo se cancela y se restaura cuando sea necesario. Para configurar el plano de retracción de la figura, existen dos opciones en la pestaña de Estrategia:
|
Retraer al plano rápido Z |
La herramienta retrocede al plano rápido Z (G98, «Retorno de nivel inicial», en un control Fanuc) después de la operación. |
|
Retraer a la altura Z de inicio |
La herramienta retrocede al plano de la altura Z de inicio más bajo (G99, «Retorno de nivel de punto R», en un control Fanuc) después de la operación. |
Para configurar el plano de retracción en operaciones individuales, la columna de Retracción de la pestaña de Lista Op contiene uno de los siguientes símbolos:
|
|
La flecha verde corta indica que la herramienta retrocede al plano de la altura Z de inicio más bajo (G99, «Retorno de nivel de punto R», en un control Fanuc) después de la operación. Para alargarla, haga clic en ella con el botón izquierdo del ratón y seleccione la opción de Retraer al plano rápido Z en el menú contextual. |
|
|
La flecha verde larga apuntando hacia arriba indica que la herramienta retrocede al plano rápido Z más alto (G98, «Retorno de nivel inicial», en un control Fanuc) después de la operación. Para acortarla, haga clic en ella con el botón izquierdo del ratón y seleccione la opción de Retraer a la altura Z de inicio en el menú contextual. |
|
|
Esta flecha gris indica que la herramienta retrocede al plano rápido Z superior después de la operación. No es posible modificarla, ya que normalmente aparece al final de un ciclo fijo. |



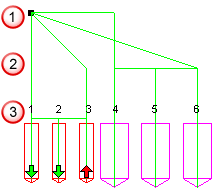
La siguiente figura refleja dos patrones de agujeros. El primero, que contiene los agujeros 1, 2 y 3, tiene la opción de Combinar con agujeros similares en ciclo fijo seleccionada. Se ha modificado el agujero 2 para retroceder al plano rápido.
 Punto de cambio de herramienta
Punto de cambio de herramienta
 Plano rápido
Plano rápido
 Plano de retracción
Plano de retracción
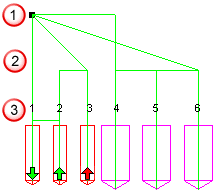
Cuando el posprocesado que se utiliza funciona con varios planos rápidos dentro de un ciclo fijo y es Fanuc compatible también con G98/G99, es posible crear códigos G más eficaces. Fanuc funciona con G98 en la retracción al plano rápido Z más alto y con G99 en la retracción al plano de la altura Z de inicio má bajo. Estos códigos G se introducen en el posprocesador como la retracción de plano R (para el plano de la altura Z de inicio más bajo, G99) y la retracción de movimiento rápido Z (para el plano rápido Z más alto, G98). El programa resultante es el siguiente:
N65 G83 G98 Z-1.0751 R0.1 Q0.25 F14.3 N70 X0.0 N75 X0.5 N80 X1.0 G99 N85 X1.5 G98 N90 X2.0 N95 X2.5 G99 N100 G80