Pln Z rápido — Insira a mínima distância segura em Z acima da sua peça.
Antes de executar um afastamento rápido de uma figura, a ferramenta retrai para a configuração de Plano de Z rápido para essa figura. O movimento rápido para a próxima figura muda em altura Z, isto é, muda coordenadas Z, se a próxima figura apresentar uma configuração de Plano Z rápido diferente. Então, quando alcançar a próxima figura, será no Plano Z rápido para essa próxima figura.
Esse valor é relativo ao topo do bloco no atual sistema de coordenadas do usuário. Compare com Folga de mergulho.
Folga mergulho — Insira a distância acima da operação na qual a ferramenta avança.
Isso é marcado como L1 no diagrama.
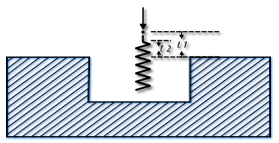
Para furação profunda, a ferramenta retrai para essa distância entre picotes. Para figuras de fresamento, o padrão é utilizar o mesmo valor para desbaste e acabamento. Como resultado, a ferramenta avança do topo de uma figura para a base antes de cortar. Para fazer com que a ferramenta avance para a figura, configure Folga de mergulho para uma operação com um valor negativo, mas certifique-se de que o valor esteja acima da base da figura.
Para avançar rápido para a profundidade, você pode utilizar uma Folga de mergulho negativa, ou selecionar Mergulho relativo.
Folga de rampa Z — Insira a distância acima da operação em que rampa começa. Folga de rampa Z é limitado pela Folga de mergulho.
Isso é marcado como L2 no diagrama.
Tolerância spline — Aproxima o perfil com arcos e linhas se um perfil for definido como uma spline. Quanto menor o valor do parâmetro, mais suave o perfil. Esse atributo de usinagem é utilizado em Reconhecimento de Figura para determinar se uma superfície é um furo.
Tolerância de processamento — Insira a tolerância com a qual os percursos são criados. Reduza o valor de Tolerância de processamento para peças pequenas para criar percursos mais precisos.
Você também precisa ajustar seu pós-processador para gerar saída com mais dígitos. Por exemplo, se você ajustar a tolerância de processamento de 0.001 para 0.0001, então precisa ajustar o formato de dígito no pós-processador de forma que a casa decimal extra seja utilizada no código numérico. Reduzir a tolerância de processamento cria linhas adicionais de código numérico, então isso somente deve ser feito para máquinas NC de alta precisão que podem utilizar as coordenadas de alta precisão, quando necessário para uma aplicação.
Folga indexação Z — É a distância de folga acima do cilindro limitante do bloco.
Raio rebarbar — Insira um raio para arredondar automaticamente cantos externos agudos da figura pelo raio especificado. A forma da figura não se altera, mas os percursos são modificados para refletir o arredondamento.
Raio canto mín. — Insira um raio para arredondar automaticamente os cantos internos de uma figura pelo raio especificado. A forma da figura não se altera, mas os percursos são modificados para refletir o arredondamento.
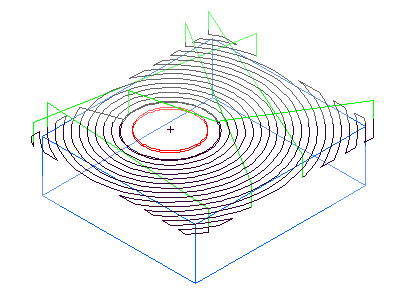
% Mínima dist. rápida — Insira a distância mínima, como uma porcentagem do diâmetro da ferramenta, ao longo da qual a ferramenta pode utilizar um movimento rápido. Movimentos menores que essa distância utilizam um movimento de avanço.
Distância rápida mínima aplica-se a fresamento 2.5D. Especifique o valor como uma porcentagem do diâmetro da ferramenta.
Este exemplo mostra uma figura cortada com um valor de 400%:
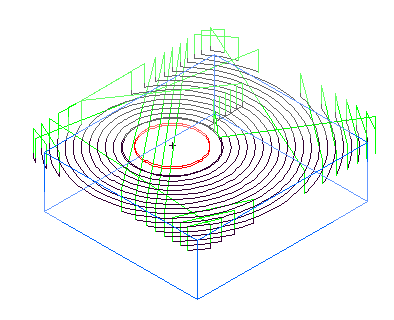
Este é o mesmo exemplo com Mínima dist. rápida configurada como 10% e a ferramenta retrai e avança rápido entre passos.
Folga posterior — Utilizado ao usinar um furo de mandrilamento reverso, Folga posterior é a distância que a ferramenta de mandrilamento reverso está da base do Furo ao cortar a seção do furo.
Usar localizador de curva de bloco baseado em aresta — Em certos casos, o kernel Parasolid não calcula uma curva de Bloco corretamente. Caso você enfrente problemas ao tentar calcular uma curva de Bloco de um arquivo Parasolid, tente selecionar essa opção. Essa opção está inativa por padrão pois é mais lenta.
% Veloc. — É um fator de escala para as velocidades de giro criadas pelo FeatureCAM. Um valor menor que 100 reduz as taxas de velocidade calculadas. Um valor maior que 100 aumenta as taxas.
% Avanço — É um fator de escala para os avanços gerados pelo sistema. Um valor menor que 100 reduz as taxas de avanço calculadas. Um valor maior que 100 aumenta as taxas.
% Avanço de mergulho — A porcentagem do atributo de % Avanço a ser utilizada durante o mergulho inicial no material. Por exemplo, se o atributo % Avanço for 2000 MMPM e você configurar % Avanço de mergulho como 50, o avanço resultante para o mergulho inicial é 1000 MMPM. Consulte também % 1º avanço mergulho.
% 1º avanço mergulho — Você pode especificar um avanço mais lento para o primeiro movimento de mergulho (a aproximação inicial do Bloco) que para movimentos subsequentes de mergulho Z para profundidade. É uma porcentagem de % Avanço mergulho.
Und. Avanço — Modifica as unidades padrão de avanço. Selecione as unidades globais de avanço do FeatureCAM no menu Und. Avanço:
|
Usar IPM (polegadas por minuto) Usar IPR (polegadas por revolução) Usar pol/faca (polegadas por faca) |
Usar MMPM (mm por minuto) Usar MMPR (mm por revolução) Usar mm/dente (mm por dente) |
Essa configuração global é refletida localmente na página Avanço/Velocidade do assistente de Nova Figura e na guia A/V do diálogo de Propriedades da figura.
Usar unidade de avanço padrão na Lista de Operações — Quando selecionado, a unidade de avanço padrão é usada na Lista de Operações.
Unid veloc. — Selecione as unidades que deseja para serem unidades de velocidade padrão do FeatureCAM.
Usar unidade de veloc. padrão na Lista de Operações — Quando selecionado, a unidade de velocidade padrão é usada na Lista de Operações.
Avanço mergulho proporcional
Se Avanço mergulho proporcional estiver selecionado, o avanço do movimento de rampa é escalado com base no Âng. máx. rampa. Insira o ângulo máximo, em graus, para executar rampa para profundidade. Aplica-se a rampa helicoidal ou rampa zigzag. Configure esse valor como 0 para um corte em mergulho. Um Âng. rampa de 1 configura o avanço dos movimentos de mergulho como aproximadamente o avanço de fresamento. Um ângulo de 90 configura o avanço dos movimentos de mergulho com o valor determinado por % Sobreposição de avanço de mergulho.
configura o avanço dos movimentos de mergulho como aproximadamente o avanço de fresamento. Um ângulo de 90 configura o avanço dos movimentos de mergulho com o valor determinado por % Sobreposição de avanço de mergulho.
Se Avanço mergulho proporcional não estiver selecionado, então o avanço de movimentos de mergulho é determinado por % Sobreposição de avanço de mergulho independente do ângulo de rampa.
Diálogo Avanço Periférico.