フライス加工の フィーチャー プロパティ ダイアログの フライス加工 タブを使用して、工程の加工プロパティを編集します。
一般的なプロパティ
チェック サーフェス仕上げ代 - チェック サーフェス の周りに残しておく材料の量を入力します。値を指定しなかった場合、FeatureCAM は 仕上げ代 の値を使用します。
工具径補正 - 工程の工具径補正を有効にします。
最小コーナー半径 - 半径を指定して、フィーチャーの内側コーナーを自動的に丸めます。フィーチャーの形状は変化しませんが、ツールパスは丸みを反映して修正されます。
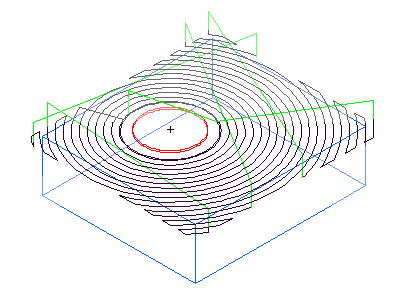
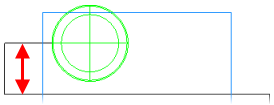
最小早送り距離 % - 工具移動を早送りで行う最低基準値を、工具直径に対する割合として指定します。この値に満たないものは、送りで移動します。
最小早送り距離は、2.5D フライス加工に適用されます。この値は、工具直径に対する割合として指定します。
次の例は、400 % で加工したフィーチャーです。
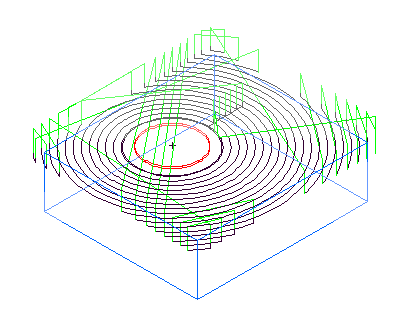
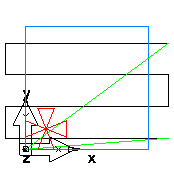
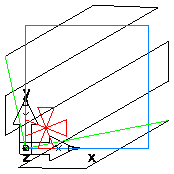
次の例では、同じパーツでも 最小早送り距離 を 10 % に設定しているため、工具はパスからその次のパスへの間でリトラクトし、早送りで移動します。
ステップオーバー早送り距離 - NT ツールパスで、ボスのステップオーバーにリトラクトとプランジするタイミングを制御します。絶対距離を入力します。
出力設定値 - 指定の切込みと加工幅に対して最適な出力設定値と、指定のストック材料での送り速度です。
貫通深さ - 値を入力して、フィーチャーに深さを追加します。フィーチャーに含まれるすべての工程のこのプロパティが、同じ値に更新されます。溝フィーチャー、段付きボーリング フィーチャー、サイド フィーチャー、面取りフィーチャーに適用されます。
全取り代 - 現在の工程のストック バウンダリーではなく、フィーチャーの輪郭から一定のオフセットを使用するように設定します。底仕上げ オプションを有効にした、荒加工工程と仕上げ工程に適用されます。
下孔直径 - 下孔直径を入力します。この直径が、工具がストックに切込むのに十分な大きさであることを確認します。
荒加工のプロパティ
ツリー ビューで 荒加工 パスをクリックしてから フライス加工 タブを選択し、これらのプロパティにアクセスします。
底仕上げ代 - 荒加工パスの後、フィーチャー底部に残しておく材料の量を入力します。このプロパティは、ストラテジー タブで 底仕上げ オプションを選択した場合のみ利用することができます。
クリーンアップ パス - ステップオーバー タイプ に ジグザグ を選択した場合のプロパティです。パスの回数を入力します。
仕上げ代 - 荒加工パスの後、フィーチャー上に残しておく材料の量を入力します。正と負の、どちらの値にも指定可能です。
高速加工最大工具負荷 % - 工具がオーバーロードに近付くと、ツールパスはトロコイド パスに変化してオーバーロードを回避します。オーバーロードの最大許容値を、現在のステップオーバーに対する割合として指定します。高速加工最大工具負荷 % を 10 に設定した場合、オーバーロードが 10 % を超過した時点でトロコイド移動を開始します。このプロパティは、NT スパイラルと NT 連続スパイラル ツールパスでのトロコイド加工を始動します。
高速加工輪郭コーナー % - 工具直径に対する割合として指定します。輪郭に円弧をフィッティングして、内部ツールパスの急な方向転換を回避します。このプロパティは、NT スパイラル、NT 連続スパイラル、NT ジグザグ、Vortex ツールパスに適用されます。
高速加工スムージング許容値 % - スムージングの許容値を、現在のステップオーバーに対する割合として指定します。これにより、標準のオフセットを滑らかなオフセットに変更して、より速い送りに対応できるようにします。 割合は、現在のステップオーバーからの最大偏差を定義します。高速加工スムージング許容値 % が 40、現在のステップオーバーが 10 mm の場合、元のオフセットと、スムージングされたオフセット間の最大偏差は 4 mm になります。
これにより、シャープ コーナーはラウンド コーナーになります。接線の連続性だけではなく、カーブの連続性も保持されるため、ツールパスの急な方向転換によるマシン上での急激な負荷の変化を避けることができます。このプロパティは、NT スパイラルと NT 連続スパイラル ツールパスに適用されます。
マルチ荒加工直径 - 使用する工具の直径のリストをカンマ区切りで入力して、マルチ荒加工を有効にします。
荒加工パス Z ステップ - 荒加工パスの切込みを設定します。荒加工パスの、ステップ増分値を入力します。切込みの設定 は、複数の箇所から行うことができます。
ストック モデル オプション - ストック モデル オプション ダイアログを表示します。このボタンは、ストック モデル を用いて、荒加工工程を NT ツールパス で作成した場合に利用することができます。
ツールパス コーナー % - シャープ コーナーをラウンド コーナーに変更する場合の、工具直径に対する割合を入力します。ツールパスのシャープ コーナーを丸めることで工具速度を安定させ、工具負荷を軽減します。工具半径より大きなツールパス半径を入力して、工具がパーツに接触する割合を最少化します。これにより工具の温度上昇を抑え、コーナー進入時の急激な負荷の増加を回避します。
トロコイド加工 - シンプル溝加工で、トロコイド加工を使用します。トロコイド加工の方向 (時計回り、または、反時計回り) を選択します。
トロコイド ステップオーバー - トロコイド加工 ツールパス内で隣接する円の間の、ステップオーバーを入力します。
Vortex 最小ポイント距離 - マシンが指定の送り速度で移動できる、最小ポイント間隔を入力します。処理しなければならないポイントが多数ある場合、マシンは指定の送り速度を維持できません。
Vortex 最小半径 - 内側のトロコイドの最小半径を入力します。Vortex ツールパスは、トロコイド移動を使用して送り速度を一定に保ちます。送り速度を上げるほど、最小半径も大きくしなければなりません。この値をオーバーライドしない場合、デフォルト値が使用されます。デフォルト値は、工程に指定した送り速度に適した、一般的なマシンでの値です。
Vortex Z リフト距離 - トロコイド移動中、工具とサーフェスとの間の接触を回避するために工具をリフトする Z 距離を入力します。
仕上げ加工のプロパティ
ツリー ビューで 仕上げ パスをクリックしてから フライス加工 タブを選択し、これらのプロパティにアクセスします。
底仕上げ代 - 仕上げパスの後、フィーチャー底部に残しておく材料の量を入力します。正と負の、どちらの値にも指定可能です。
底部中仕上げ代 - 中仕上げパスの後、フィーチャー底部に残しておく材料の量を入力します。このプロパティは、ストラテジー タブで、中仕上げパス と 底仕上げ オプションを選択した場合のみ利用することができます。フィーチャー側面の残し代は、仕上げ代 が制御します。正と負の、どちらの値にも指定可能です。
仕上げ代 - 荒加工パスの後、仕上げパス用に残しておく材料の量を制御します。正と負の、どちらの値にも指定可能です。
仕上げオーバーラップ - 閉じた輪郭で定義されたフィーチャーの、仕上げパス上の始点で工具がオーバーラップする距離です。絶対距離を入力します。
仕上げパス Z ステップ - デフォルトで、フライス加工フィーチャーは、フィーチャーの側面に沿って単一のパス で仕上げられます。
仕上げパス Z ステップ に正の値を指定して、一連の垂直パスでフィーチャーを仕上げます。入力した値が、これらのパスの深さとなります。
仕上げ回数 - 仕上げパスの回数を入力します。工具の偏向を補正する場合、仕上げ回数 を 2 以上に設定します。
高速加工最大工具負荷 % - このプロパティは、NT スパイラルと NT 連続スパイラル ツールパスでのトロコイド加工を始動します。工具がオーバーロードに近付くと、ツールパスはトロコイド パスに変化してオーバーロードを回避します。
高速加工輪郭コーナー % - このプロパティは、NT スパイラル、NT 連続スパイラル、NT ジグザグ ツールパスに適用されます。輪郭に円弧をフィッティングして、内部ツールパスの急な方向転換を回避します。
高速加工スムージング許容値 % - このプロパティは、NT スパイラルと NT 連続スパイラル ツールパスに適用されます。標準のオフセットを滑らかなオフセットに変更して、より速い送りに対応できるようにします。
- シャープ コーナーは、ラウンド コーナーになります。
- ステップオーバーは、固定から可変に変化します。割合を入力して、現在のステップオーバーからの最大偏差を定義します。割合の最大値は、ステップオーバーの 40 % です。現在のステップオーバーが 10 mm の場合、元のオフセットと、スムージングされたオフセット間の最大偏差は 4 mm になります。
- 接線の連続性だけではなく、カーブの連続性も保持されるため、ツールパスの急な方向転換によるマシン上での急激な負荷の変化を避けることができます。
最小ランプ距離 - このプロパティは、仕上げ工程に適用されます。ランピングの、最小水平距離を入力します。算出された水平ランプ距離がこの値より小さい場合、工具はランピングする代わりにプランジします。
ランプ直径 - 仕上げパスのカーブに沿ってストックにアプローチするための、工具直径の割合を設定します。工具の円弧移動は仕上げ代の距離内で行われるため、ランピングの影響はあまり大きくありません。
サイド残し代 - 仕上げパスの後、フィーチャー側面に残しておく材料の量を入力します。 正と負の、どちらの値にも指定可能です。
フェース加工のプロパティ
最終パス オーバーカット % - フェース フィーチャーに適用されます。(ジグザグ角度 を変更していないことを前提に)工具が、加工と垂直にストック バウンダリーを越えて Y 方向に移動する距離を、工具半径に対する割合として指定します。デフォルトは、工具半径の 20% です。
横方向オーバーカット % - (ジグザグ角度 を変更していないことを前提に)工具が、加工方向にストック バウンダリーを越えて X 軸上で移動する距離を、工具半径に対する割合として指定します。デフォルトは、工具半径の 100% です。
ステップオーバー % - 加工の幅を、工具直径に対する割合として指定します。デフォルトは 85 % です。
Z ステップ - フェース工程の各カットの切込み量です。
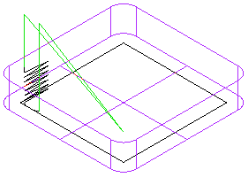
ジグザグ角度 - フェース フィーチャーを加工する角度(X から反時計回り)を入力します。
|
ジグザグ角度 がデフォルトの 0 のフェース フィーチャー:
|
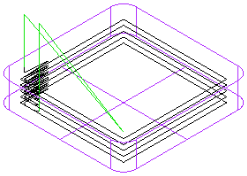
ジグザグ角度 が 30 のフェース フィーチャー:
|
ネジ切りのプロパティ
ネジ切りフィーチャーの フライス加工 タブから、次のプロパティにアクセスします。
切込み速度オーバーライド % - 切込む際の、送り の割合を入力します。
直線ランプ距離 - ネジ切りフィーチャーの直線アプローチの長さを入力します。
ランプ直径 % - 工具が、ネジ切りフィーチャーにランプ イン、または、ランプ アウトする際の、円弧の半径を制御します。工具直径に対する割合として指定します。
ランプ角度オフセット - この角度は、ネジ切りフィーチャーのランピングの、始点と終点を制御します。工具は、ランプ角度オフセット を使用して ランプ直径 % の半径の円弧に沿って移動し、ランピングの始点を決定します。正の値の場合、反時計回りになります。
スタート角度 - スタート角度 は、ネジの始点を反時計回りで決定します。
条数 - 多条ネジの場合、1 以上の値を入力します。
テーパー近似角度 - テーパー ネジでは、Z 方向の移動にともない、ツールパスの直径も増加します。これらの移動は、3D 円弧で近似されます。テーパー近似角度 は、単一の円弧で近似されるネジ周りの角度です。360 度が、テーパー近似角度 で均等に分割されます。90 度に設定した場合、工具の 1 回転が 4 つの 円弧に分割されます。
貫通 - 貫通 を選択して、孔の長さを孔の直径の 10% 大きくします。これにより、孔あけに備えてバリを防ぎます。貫通 が選択されていない場合、工具がネジの最後を越えて加工しないようにします。
外部有効刃数 - ネジ切りの最初のパスで、ネジ フィーチャーの上(送りがマイナス Z 方向の場合)、または、下(送りがプラス Z 方向の場合)に存在する刃数を指定します。
|
|
|
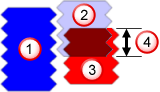
 ネジ フィーチャー
ネジ フィーチャー
 工具回転 1
工具回転 1
 工具回転 2
工具回転 2
 オーバーラップ
オーバーラップ
ランプ イン送りオーバーライド % - フィーチャーにランプ インする際の、送り の割合を入力します。
ランプ アウト送りオーバーライド % - フィーチャーからランプ アウトする際の、送り の割合を入力します。
扇形半径 - 扇形の半径を入力します。扇形半径 の値を大きくするほど、ツールパスの始点はフィーチャーのバウンダリーから離れます。
扇形角度 - 扇形の角度を入力します。扇形角度は、リードインとリードアウトの円弧の角度の組み合わせです。
面取り、傾斜角度、底部半径のプロパティ
フラット スカラップ ハイト(傾斜部) - テーパー、または、底部半径のあるフィーチャーに使用します。傾斜部フラット パスの後に残るすべてのスカラップの最大許容高さを設定します。
半径スカラップ ハイト(傾斜部) - テーパー、または、底部半径のあるフィーチャーに使用します。傾斜部半径 パスの後に残るすべてのスカラップの最大許容高さを設定します。
R 工具スカラップ ハイト(傾斜部) - 底部半径、または、テーパーした側面のあるフィーチャーをボール エンド ミルで仕上げる場合、仕上げパス の後に残るすべてのスカラップの最大許容高さを設定します。
多軸加工のプロパティ
多軸加工と孔あけフィーチャーには、次のプロパティがあります。
割り出し X 座標 - 任意で、割り出しでのリトラクト移動の X 座標(絶対値)を入力します。
割り出し Y 座標 - 任意で、割り出しでのリトラクト移動の Y 座標(絶対値)を入力します。
割り出し Z 座標 - 任意で、割り出しでのリトラクト移動の Z 座標(絶対値)を入力します。
値が未設定の場合、割り出しのリトラクト移動には Z 割り出しクリアランス の値が使用されます。Z 割り出しクリアランス は、円筒ストックのバウンディング ボックスの上部からのクリアランス距離です。これにより、割り出しの Z 値がマシンの有効範囲外になってしまうことがあります。また、不均等な形状のパーツでは、非効率的なリトラクト移動が発生する場合もあります。
方向角度 - 工程を開始する際の、マシンでのパーツの C 軸位置 を指定します。