旋削加工の フィーチャー プロパティ ダイアログの 旋削加工 タブを使用して、旋削フィーチャーの加工オプションを編集します。
バック切削切込み半径 - バック切削ストラテジーの各加工の最初の円弧の半径です。DOC を使用 が選択されている場合、この値は非表示になります。
バック切削逃げ距離 - バック切削ストラテジーの各加工の最後、次のステップに戻る前に工具がリトラクトする距離です。
固定サイクル X クリアランス - 旋削固定サイクルを開始する前の、X 方向の工具クリアランスを入力します。工具位置は、固定サイクル X クリアランス と 固定サイクル Z クリアランス を、固定サイクルの始点に適用して確定されます。このプロパティを利用するには、固定サイクルを使用 を選択しなければなりません。
固定サイクル Z クリアランス - 旋削固定サイクルを開始する前の、Z 方向の工具クリアランスを入力します。工具位置は、固定サイクル X クリアランス と 固定サイクル Z クリアランス を、固定サイクルの始点に適用して確定されます。このプロパティを利用するには、固定サイクルを使用 を選択しなければなりません。
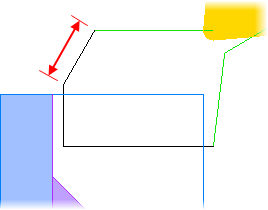
工具中心軌跡オーバーカット - ストラテジー タブで ターンミリング タイプのツールパスを選択した場合のプロパティです。スキャン ラインの最後で肩に面して材料をクリーンアップする際に、工具が中心線を越えて加工する量を入力します。デフォルトは 0.1 インチ、または、3 mm です。
面取り延長距離 - 溝フィーチャーと、ネジ フィーチャーの逃げ溝工程に適用されます。工具に余分なスペースを与え、工具が材料上にある状態から加工を開始しないようにします。
偏向 - カットグリップによる仕上げ加工での偏向を入力して、カットをオフセットします。
ドウェル - プランジした後の、工具の停止秒数を入力します。溝フィーチャーや突っ切りの面取りでの荒加工パス、また、バー フィード フィーチャーの加工時に適用されます。
終点 - 工程の最後に、このポイントまで工具先端中心を早送りします。
切込み角度 - バウンダリーの移動で、工具がストックに切込む角度を入力します。このプロパティは、ノーズ R 補正 が無効な荒加工パスに適用されます。中仕上げパスと仕上げパスでは、このプロパティは リード タブから利用することができます。
仕上げ回数 - 通常、1 に設定されています。工具先端をオフセットした単一のパスが作成されます。2 以上の回数を設定した場合、仕上げ加工の領域を均等に分割し、複数のパスで加工します。フィーチャーに中仕上げパスがある場合、加工領域は X 中仕上げ代 と Z 中仕上げ代 となります。フィーチャーに中仕上げパスがない場合、加工領域は X 仕上げ代 と Z 仕上げ代 となります。
FPM - バー フィード フィーチャーの送り速度を IPM か MMPM で入力します。
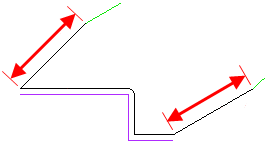
リード距離 - 直線リードインと、直線リードアウトの距離を入力します。このプロパティは、ノーズ R 補正 を ストラテジー タブで選択している場合に粗加工パスで使用できます。中仕上げパスと仕上げパスでは、このプロパティは リード タブから利用することができます。
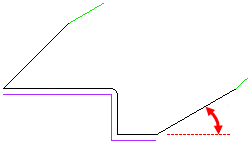
リードイン角度 - バウンダリーの移動で、工具がストックに切込む角度を入力します。このプロパティは、ノーズ R 補正 が有効な荒加工パスに適用されます。中仕上げパスと仕上げパスでは、このプロパティは リード タブから利用することができます。
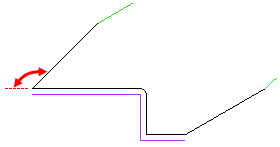
逃げ角度 - リードアウト移動の角度(パーツから時計回りの角度)を入力します。0 の場合、パスに沿って退出します。90 の場合、パスに対して垂直に退出します。このプロパティは、ノーズ R 補正 が有効な場合に適用されます。中仕上げパスと仕上げパスでは、このプロパティは リード タブから利用することができます。
ペッキングリトラクト距離 - 突っ切りフィーチャーと溝フィーチャーでの ペッキング リトラクト距離 は、プランジ間で工具がリトラクトする距離となります。
RPM - バー フィード フィーチャーの回転数を RPM で入力します。
サイド リフトオフ角度 - プランジ カットの後に、工具をリフトする角度を入力します。これにより工具が長持ちし、パーツの仕上りも良好になります。このプロパティは、溝フィーチャーのみに適用されます。
サイド リフトオフ距離 - プランジ カットの後に、工具を移動する距離を入力します。加工とは逆の方向になります。これにより工具が長持ちし、パーツの仕上りも良好になります。このプロパティは、溝フィーチャーのみに適用されます。サイド リフトオフ角度 も参照してください。
始点 - 工程の最初に、このポイントまで工具先端中心を早送りします。
ステップオーバー % - 工具が次のプランジ カットの位置まで移動する距離を、工具直径に対する割合として指定します。この値は、最大ステップオーバー距離です。この値でフィーチャーの幅を均等に分割できる場合、処理が実行されます。最終パスが浅くなりすぎてしまう場合、荒加工パスの幅が均等になるよう、加工の幅が調整されます。
例えば、幅 0.5 インチのフィーチャーで加工幅を 0.4 (幅 0.5 インチの工具の ステップオーバー % が 80) に指定した場合、フィーチャーは、幅 0.4 インチと 0.1 インチのパスではなく、幅 0.25 インチの 2 つのパスで荒加工されます。
工具変更位置 - 工具を変更する前に、このポイントまで工具先端を移動します。
これは、カーブの終点 に相対する位置となります。
全取り代 - 現在の工程のストック バウンダリーではなく、フィーチャーの輪郭から一定のオフセットを使用するように設定します。オフセット タイプのツールパス(ストラテジー タブ)を選択した場合のプロパティです。
アンダーカット - ドロップダウン リストから、オプション (チェックしない、工具形状により調整、すべてのアンダーカットを削除) を選択します。
逃げ角度 - 工具が、次のステップに戻る前にリトラクトする角度を入力します。Z 軸から反時計回りの角度となります。切上げ長さ も参照してください。
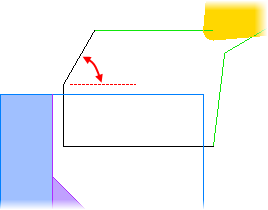
切上げ長さ - 逃げ角度 に沿った距離を入力します。工具は、次のステップに戻る前にこの距離だけリトラクトします。
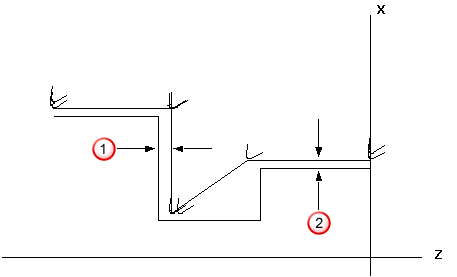
X 仕上げ代 - 荒加工パスの後、X 方向に残しておく材料の量を入力します。
 Z 仕上げ代
Z 仕上げ代
 X 仕上げ代
X 仕上げ代
X 残し代 - 仕上げパスの後、X 方向に残しておく材料の量を入力します。
Z 残し代
X 残し代
X 残し代 と Z 残し代 は、正と負の、どちらの値にも指定可能です。ただし、両方が正の値か、両方が負の値でなければなりません。
Z 中仕上げ代
X 中仕上げ代
Z 仕上げ代 - 荒加工パスの後、Z 方向に残しておく材料の量を入力します。
Z 仕上げ代
X 仕上げ代
Z 残し代 - 仕上げパスの後、Z 方向に残しておく材料の量を入力します。
Z 残し代
X 残し代
Z 中仕上げ代 - 中仕上げパスの後、Z 方向に残しておく材料の量を入力します。
Z 中仕上げ代
X 中仕上げ代