Verwenden Sie die Konstant-Z-Schlichten-Seite, um einen Werkzeugwegs anzulegen, bei dem das Modell an festgelegten Schruppebenen geschnitten wird.
Sortieren nach – Bestimmen Sie, ob die Bearbeitung nach Bereich oder Ebene stattfinden soll.
- Bereich – Wenn ausgewählt, wird ein Bereich (z. B. eine Tasche oder eine Insel) komplett bearbeitet, ehe zum nächsten Bereich weitergegangen wird. Taschen werden also bevorzugt vor Ebenen bearbeitet.
- Ebene –Wenn ausgewählt, wird eine Ebene komplett bearbeitet, bevor nach unten auf die nächste Ebene zugegriffen wird. Ebenen werden also bevorzugt vor Taschen bearbeitet.
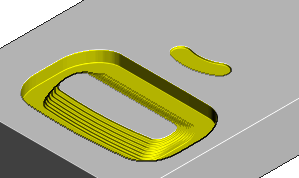
Spirale — Wählen Sie diese Option, um einen spiralförmigen Pfad zwischen zwei aufeinanderfolgenden geschlossenen Konturen anzulegen. Diese Option minimiert die Anzahl der Werkzeugabhebungen und maximiert die Bearbeitungszeit, bei Beibehaltung konstanterer Belastungsbedingungen und Ablenkungen auf dem Werkzeug.
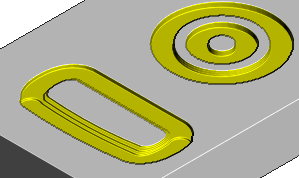
Option Spirale – Abgewählt:
Option Spirale – Ausgewählt:
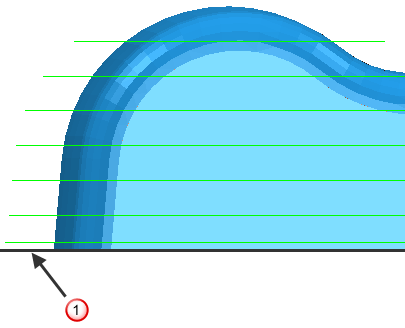
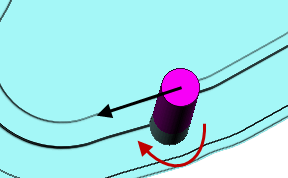
Hinterschnitt — Wählen Sie dies aus, um einen Werkzeugweg an der Position zu erstellen, an der der Fräser das Bauteil berühren kann, sodass Sie Bereiche mit Hinterschnitten bearbeiten können.
Wenn Sie mit diesem Modell beginnen:
Hinterschnitt – Ausgewählt:

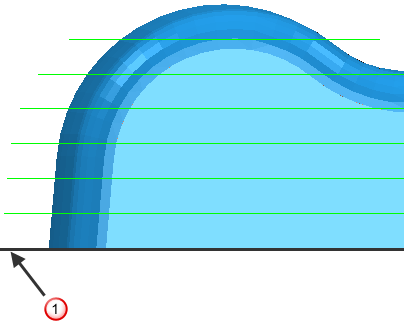
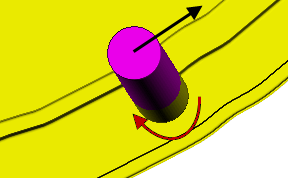
Hinterschnitt – Abgewählt:
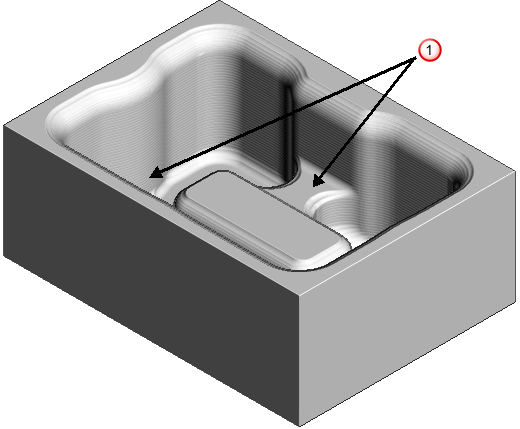
 – Bereiche nicht vollständig bearbeitet.
– Bereiche nicht vollständig bearbeitet.
- Bei Verwendung einer vertikalen Werkzeugachse funktionieren Hinterschnitte beim Einsatz von Kugelfräsern, Kegelfräsern mit runder Spitze und Scheibenfräsern mit Radius.
- Wenn die Werkzeugachse nicht vertikal ist, funktionieren Hinterschnitte beim Einsatz von Kugelfräsern, Kegelfräsern mit runder Spitze und Scheibenfräsern mit Kugelspitze.
Nicht alle Scheibenfräser mit Radius funktionieren bei Einsatz einer nicht-vertikalen Achse, nur solche mit einem (halb)kugelförmigen Ende (wobei Durchmesser=2*Eckenradius).
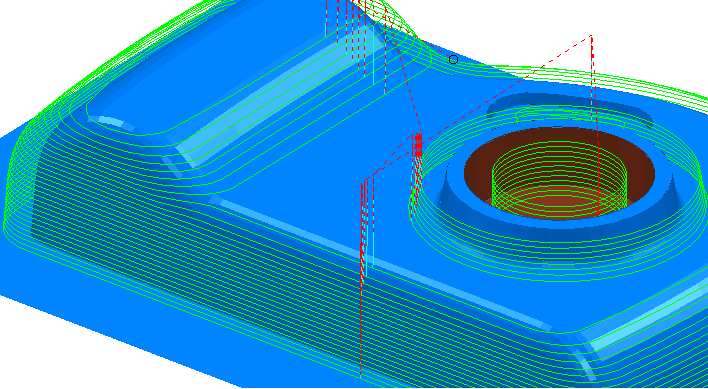
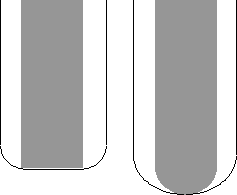
Auf ebene Bereiche runter fräsen — Wählen Sie diese Option, um einen konstanten Z-Schnitt auf ebenen Flächen am Boden steiler Features hinzuzufügen.
Auf ebene Bereiche runter fräsen – Ausgewählt:
– Ebene Fläche
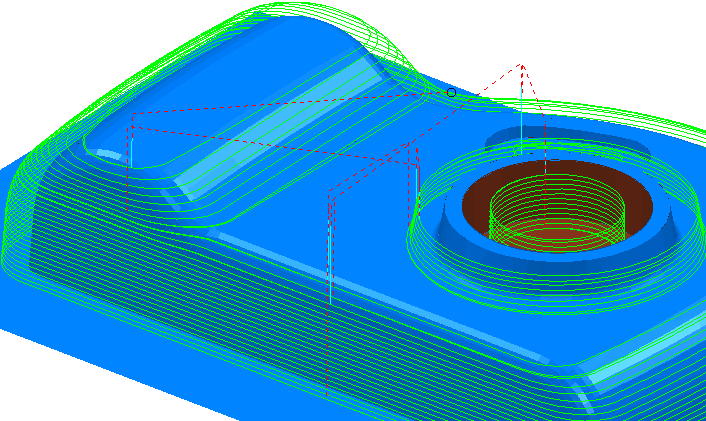
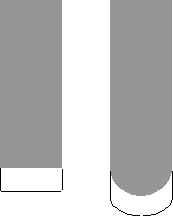
Auf ebene Bereiche runter fräsen – Abgewählt:
Toleranz für ebene Bereiche — Geben Sie den Z-Bereich ein, der bestimmt, ob eine Fläche eben ist.
Toleranz – Geben Sie einen Wert ein, um die Genauigkeit zu bestimmen, mit der der Werkzeugweg den Konturen des Modells folgt.
Schnittrichtung — Wählen Sie die Frästechnologie aus.
Wählen Sie eine Schnittrichtung aus den folgenden Optionen aus:
- Gleichlauf — Wählen Sie dies aus, um Werkzeugwege zu erstellen, die soweit möglich nur Gleichlauffräsen einsetzen. Das Werkzeug befindet sich links von der bearbeiteten Kante, in Richtung der Werkzeugbewegung gesehen.
- Gegenlauf — Wählen Sie dies, um soweit möglich Werkzeugwege anzulegen, die nur Gegenlauf oder Gegenlauffräsen verwenden. Das Werkzeug befindet sich rechts der bearbeiteten Kante, in Richtung der Werkzeugbewegung gesehen.
- Beliebig — Wählen Sie dies, um Werkzeugwege anzulegen, die sowohl Gegenlauf als auch Gleichlauffräsen verwenden. Dadurch werden die Werkzeugrückzüge und Werkzeugbewegungen verringert.
Anmerkung: Beliebig ermöglicht das Schneiden mit Vorwärts-/Rückwärtsbewegungen bei offenen Werkzeugwegsegmenten. Geschlossene Segmente sind auf Gleichlauf-Fräsen voreingestellt. Klicken Sie, um die Schnittrichtung für geschlossene Segmente zu ändern, auf die WKZ-Wegeditor-Registerkarte > Ändern-Gruppe > Neu ordnen.
Aufmaß – Geben Sie die Materialmenge ein, die auf dem Bauteil verbleiben soll. Klicken Sie auf die Schaltfläche Aufmaß  , um das Feld Aufmaß in Radialaufmaß
, um das Feld Aufmaß in Radialaufmaß  Axialaufmaß
Axialaufmaß  zu trennen. Verwenden Sie dies, um separate Werte für Radialaufmaß und Axialaufmaß als unabhängige Werte anzugeben. Separate Werte für Radialaufmaß und Axialaufmaß sind für orthogonale Bauteile hilfreich. Sie können unabhängige Aufmaße bei schrägwandigen Bauteilen verwenden, doch ist es in diesen Fällen schwieriger, das Resultat vorherzusagen.
zu trennen. Verwenden Sie dies, um separate Werte für Radialaufmaß und Axialaufmaß als unabhängige Werte anzugeben. Separate Werte für Radialaufmaß und Axialaufmaß sind für orthogonale Bauteile hilfreich. Sie können unabhängige Aufmaße bei schrägwandigen Bauteilen verwenden, doch ist es in diesen Fällen schwieriger, das Resultat vorherzusagen.
Radialaufmaß — Geben Sie das Radialversatz vom Werkzeug ein. Bei der 2,5-Achsen- oder 3-Achsenbearbeitung verbleibt bei Verwendung eines positiven Wertes Material auf vertikalen Wänden.
Axialaufmaß — Geben Sie den Versatz vom Werkzeug nur in der Werkzeugachsenrichtung ein. Eine 2,5-Achsen- und 3-Achsenbearbeitung führt dazu, dass Restmaterial auf den horizontalen Flächen verbleibt.
 Komponentenaufmaß – Klicken Sie, um das Dialogfeld Komponentenaufmaß zu öffnen, in dem Sie die Aufmaße der verschiedenen Flächen angeben können.
Komponentenaufmaß – Klicken Sie, um das Dialogfeld Komponentenaufmaß zu öffnen, in dem Sie die Aufmaße der verschiedenen Flächen angeben können.
Z-Zustellung
Min. Z-Zustellung — Geben Sie den Wert für die Konstante Z-Zustellung zwischen aufeinanderfolgenden Bearbeitungsebenen ein.
 Z-Zustellung von Werkzeug kopieren — Klicken Sie hierauf, um die axiale Schnitttiefe aus den aktiven Werkzeugschnittdaten zu laden. Die axiale Schnitttiefe wird entlang der Werkzeugachse gemessen.
Z-Zustellung von Werkzeug kopieren — Klicken Sie hierauf, um die axiale Schnitttiefe aus den aktiven Werkzeugschnittdaten zu laden. Die axiale Schnitttiefe wird entlang der Werkzeugachse gemessen.
Aus Spitzenhöhe berechnen — Wählen Sie dies, um die Z-Zustellung mithilfe der Spitzenhöhe festzulegen, wobei die maximale Z-Zustellung durch den Wert für die Max. Z-Zustellung vorgegeben wird. Wenn abgewählt, verfügt die Z-Zustellung zwischen aufeinanderfolgenden Schruppebenen über einen konstanten Wert, der dem Min. Z-ZustellungWert entspricht.
Max. Z-Zustellung – Geben Sie die maximal zulässige Z-Zustellung beim Berechnen der Z-Zustellung bei Verwendung der Spitzenhöhe ein. Dadurch wird eine übermäßige Z-Zustellung auf vertikalen Wänden verhindert.
Spitzenhöhe— Verwenden Sie diese Einstellung, um die Z-Zustellung so einzustellen, dass die Materialhöhe, die zwischen Schruppebenen verbleibt, nicht die Spitzenhöhe überschreitet. Sollte der berechnete Wert jedoch kleiner sein als die Min. Z-Zustellung, ist dieser auf Min. Z-Zustellung festgelegt.
Z-Zustellung
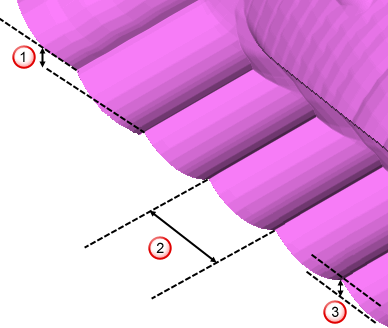
 Bahnabstand
Bahnabstand
 Spitzenhöhe
Spitzenhöhe