L'attributo Unisci fori simili in ciclo fisso si applica alle operazioni di foratura.
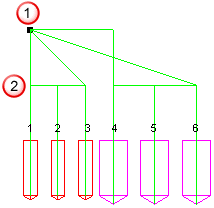
Come impostazione predefinita, FeatureCAM retrae l'utensile al Piano rapido Z più alto tra operazioni. Sebbene questa sia una supposizione sicura, può risultare in programmi NC della parte inefficienti poiché ciascuna operazione che il programma cancella (G80) e poi ristabilisce (G81, G83 e così via) la modalità ciclo fisso. L'immagine sotto mostra un programma inefficiente di questo tipo.
|
:10 (9-13-2001) N25G00G17G40G49G80 N30G30G91Z0 N35T1M6 N40G00G54G90X0.Y0.S3819M03 N45G43H1Z1.0M08 N50Z0.1 N55G83R0.1Z-1.0Q0.25F14.3 N60G80 N65Z1.0 N70X0.5 N75Z0.1 N80G83R0.1Z-1.0Q0.25F14.3 N85G80 N90Z1.0 N95X1.0 N100Z0.1 N105G83R0.1Z-1.0Q0.25F14.3 N110G80 N115Z1.0 N120G0G91G28Z0M09 N125G49G90 N130M30 |
|
L'attributo Unisci fori simili in ciclo fisso serve per due funzioni: crea un codice NC più efficiente inserendo la modalità a ciclo fisso solo una volta e provoca l'uscita dell'utensile al piano inferiore Distanza di sicurezza affondamento dopo aver creato ciascun foro.
Se Opzioni > Elaborazione > Disabilita macro è deselezionato, le posizioni foro sono incluse in una macro come mostrato nell'esempio di codice Fanuc NC sotto.
|
:10 (9-13-2001) N25G00G17G40G49G80 N30G30G91Z0 N35T1M6 N40G00G54G90X0.Y0.S3819M03 N45G43H1Z1.0M08 N50Z0.1 N55G83R0.1Z-1.0Q0.25F14.3 N60P1001M98 N65G80 N70G00Z1.0 N75G0G91G28Z0M09 N80G49G90 N85M30 :1001 N90G91 N95X0.5 N100X1.0 N105G90 N110M99 |
|
Se è selezionato Opzioni > Elaborazione >Disabilita macro, il codice NC è comunque valido, perché la modalità a ciclo fisso è inserita solo una volta. L'esempio di codice mostrato sotto è il codice Fanuc NC per un pattern di fori con Unisci fori simili in ciclo fisso attivato, ma senza macro.
:10 (9-13-2001) N25G00G17G40G49G80 N30G30G91Z0 N35T1M6 N40G00G54G90X0.Y0.S3819M03 N45G43H1Z1.0M08 N50Z0.1 N55G83R0.1Z-1.0Q0.25F14.3 N60X0.5 N65X1.0 N70G80 N75G00Z1.0 N80G0G91G28Z0M09 N85G49G90 N90M30
Dopo che è stato selezionato su una feature Combina con fori simili in cicli fissi, è possibile specificare il piano di uscita per l'intera feature sulla scheda Strategia delle proprietà di feature foro o singolarmente per ciascuna della operazioni della feature nella colonna Uscita della scheda Lista operazioni. Se si sta usando un post che supporta lo stile Fanuc G99 "uscita livello punto R" e G98 "Uscita livello iniziale", allora FeatureCAM usa questi codici. Altrimenti il ciclo fisso viene cancellato e ripristinato come necessario. Per impostare il piano di uscita per la feature, ci sono due opzioni sulla scheda Strategia:
|
Uscita a piano rapido Z |
L'utensile esce al Piano Rapido Z più alto (G98), "Uscita livello iniziale" o controllo Fanuc) dopo aver eseguito l'operazione. |
|
Uscita distanza di sicurezza affondamento |
L'utensile usce al piano di sicurezza di affondamento inferiore (G99, "uscita livello punto R", su un controllo Fanuc) dopo aver eseguito l'operazione. |
Per impostare il piano di uscita per le operazioni individuali, la colonna Uscita della scheda Lista operazioni contiene uno dei seguenti simboli:
|
|
Questa freccia verde corta verso l'alto indica che l'utensile esce ad un piano di sicurezza affondamento inferiore (G), "uscita livello punto R", su un controllo Fanuc) dopo aver eseguito l'operazione. È possibile modificare questa freccia in una freccia alta facendo clic sulla freccia con il tasto sinistro del mouse e selezionando dal menu contestuale Uscita a piano rapido Z. |
|
|
Questa freccia lunga significa che l'utensile esce ad un Piano Rapido Z più alto (G98), "Uscita livello iniziale", su un controllo Fanuc), dopo l'operazione. È possibile modificare questa freccia in una freccia alta facendo clic sulla freccia con il tasto sinistro del mouse e selezionando dal menu contestuale Uscita distanza di sicurezza affondamento. |
|
|
Questa freccia grigia indica che l'utensile ritrae al piano rapido Z più alto dopo l'operazione e non si può cambiare perché è solitamente mostrato alla fine del ciclo fisso. |



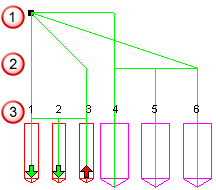
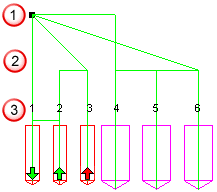
L'immagine sotto mostra due pattern di fori. Il primo pattern che contiene foro 1, 2 e 3 ha Unisci fori simili in ciclo fisso selezionato. Foro 2 è stato modificato per uscire al piano Rapido.
 Punto di cambio utensile
Punto di cambio utensile
 Piano rapido
Piano rapido
 Piano di uscita
Piano di uscita
Se si sta usando un post che supporta diversi piani rapidi all'interno del ciclo fisso, ovvero un post Fanuc che supporta G98/G99, allora si può creare un codice G più efficiente. Fanuc supporta G98 per l'uscita ad un piano rapido Z più alto e G99 per uscire ad un piano di distanza di sicurezza affondamento. Questi codici G sono inseriti nel post-processor come piano R di uscita (per il piano di sicurezza affondamento inferiore, G99) e uscita rapido Z (per il Piano Rapido Z più alto, G98). Il programma risultante è come segue:
N65 G83 G98 Z-1.0751 R0.1 Q0.25 F14.3 N70 X0.0 N75 X0.5 N80 X1.0 G99 N85 X1.5 G98 N90 X2.0 N95 X2.5 G99 N100 G80