您可以使用“车削特征属性”对话框的“螺纹加工”选项卡编辑螺纹特征的加工设置。
下图显示了一些螺纹加工属性:
|
|
|
|
|
|
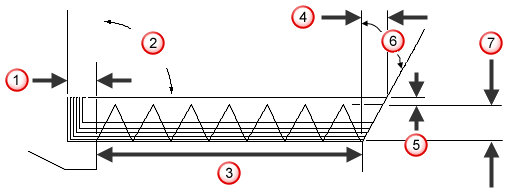
 结束间隙
结束间隙
 退刀角度
退刀角度
 深度(Depth)
深度(Depth)
 开始间隙
开始间隙
 焊缝
焊缝
 进给角
进给角
 高度
高度
结束间隙 - 输入刀具在从零件的曲面退刀之前进给通过螺纹终点(进入退刀槽)的距离。 如果在“加工属性”对话框或“策略”选项卡中选择了“在退出时平倒角”,则此值是平倒角长度。
横切角 - 输入相对于正 Z 轴的无符号增量值。
开始间隙 - 该值是刀具在进刀到工件之前横过到的位置。
开始螺纹 - 如果设置为 1,则会创建一条螺纹。如果设置为 2 或 3,则会创建多条开始螺纹。每条螺纹的每英寸(或每毫米)螺纹圈数除以螺纹数量。例如,如果创建具有每英寸 10 圈螺纹且开始螺纹数为 2 的螺纹,则每条螺纹为每英寸 5 圈螺纹且分开 180 。
。
“换刀位置”是刀尖在换刀之前移至的点。
注: 您可以在“选项”>“后处理”>“车/铣”中将此设置为全局机床级别。