您可以使用“车削特征属性”对话框的“镗孔”选项卡编辑镗孔特征的加工设置。
恒定 DOC - 请参见“切削深度”
粗加工进刀角度 - 输入刀具进入毛坯进行边界移动时的角度。如果“TNR 补偿”处于关闭状态,则该属性适用于粗加工路径。对于半精加工和精加工路径,该属性在切入切出选项卡上可用。
切入角 — 输入刀具进入毛坯进行边界移动时的角度。如果“TNR 补偿”处于启用状态,则该属性适用于粗加工路径。对于半精加工和精加工路径,该属性在切入切出选项卡上可用。
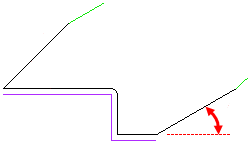
切出角 — 输入切出移动的角度,从零件顺时针测量。角度为 0 时将沿路径方向退刀。角度为 90 时将垂直于路径退刀。当“TNR 补偿”处于启用状态时,该属性可用。对于半精加工和精加工路径,该属性在切入切出选项卡上可用。
时将沿路径方向退刀。角度为 90 时将垂直于路径退刀。当“TNR 补偿”处于启用状态时,该属性可用。对于半精加工和精加工路径,该属性在切入切出选项卡上可用。
“换刀位置”是刀尖在换刀之前移至的点。
注: 您可以在“选项”>“后处理”>“车/铣”中将此设置为全局机床级别。
倒扣 — 从“无检查”、“调整到刀具几何形体”和删除所有倒扣中选择。
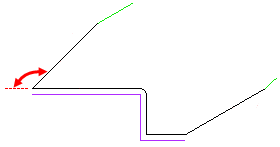
退刀角度 - 输入切出移动角度,按顺时针方向远离零件测量。当“TNR 补偿”处于关闭状态时,此属性才可用。对于半精加工和精加工路径,该属性在切入切出选项卡上可用。
退刀长度 — 这是刀具在为执行下一步骤而返回之前沿退刀角度线退刀的距离。
 退刀长度
退刀长度
 边界
边界
 间隙
间隙
 深度
深度