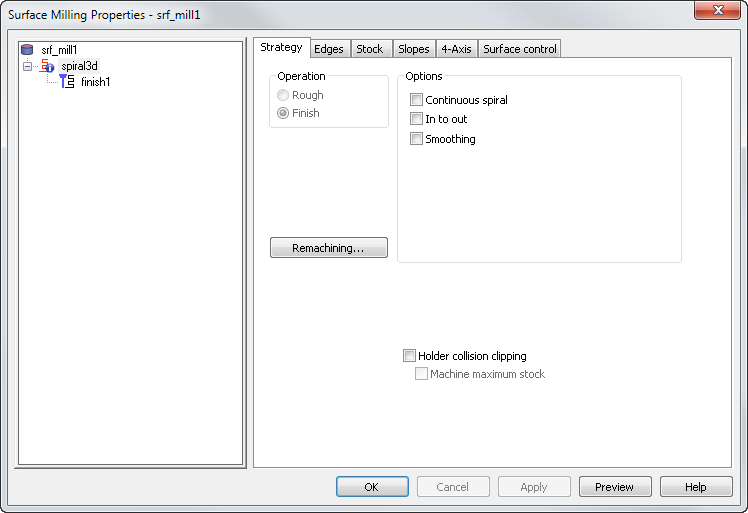
连续螺旋 — 启用该选项可防止在加工时刀具从曲面提刀。
启用“连续螺旋”可生成与曲面保持恒定接触的刀具路径,从而减小因从曲面正常退刀和进刀到曲面导致曲面上留下任何停留或冲压痕迹的可能性。
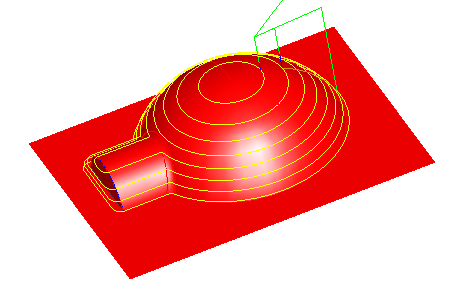
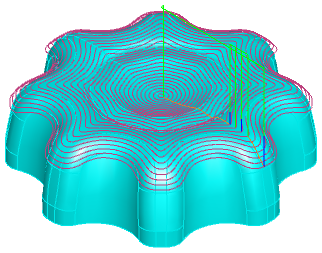
标准 Z 轴层精加工刀具路径可创建具有恒定 Z 高度的路径,如下图所示。刀具将沿 Z 轴层之间的曲面退刀或进给。
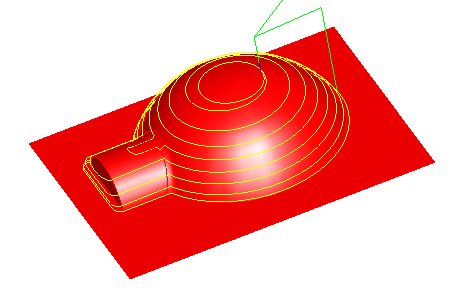
在启用“连续螺旋”后,刀具路径将更改为连续螺旋。刀具路径将不再具有恒定 Z 高度。
由内向外 - 默认螺旋运动从特征的边开始,向内移动。启用此选项可从特征的中心开始螺旋运动,向外移动。
光顺 - 此选项用于消除方向上的所有急剧变化。其工作方式类似于刀具路径拐角 % 赛车线光顺属性,但会使所有刀具路径光顺,而不仅仅是拐角。
以下示例显示了未采用光顺的 3D 螺旋精加工:
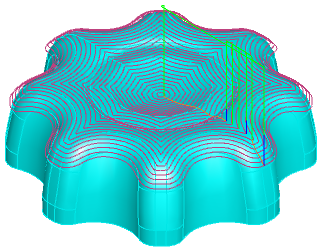
采用光顺后如下:
再加工 — 单击该按钮可打开再加工对话框。
夹持碰撞避让 — 避让夹持或刀柄与零件曲面、阻止曲面或未加工毛坯发生碰撞的刀具路径。选择该选项后,在操作的“铣削”选项卡上将显示“夹持间隙”和“刀柄间隙”属性。
加工最大毛坯 — 与“夹持碰撞避让”结合使用以将毛坯加工为与零件相接近,而不会造成夹持碰撞。这将创建包含较少退刀的更为平滑的刀具路径,从而可以提高曲面光洁度并减少加工时间,但在某些零件上可能导致增加气侵。