“5 轴定位”菜单 - 通常包含一个用于访问面的替代方向选项。选项包括:
- 标准 - 默认方向。
- 替代 - 默认方向的替代方向。
- 使用后处理首选项 - 将在“5 轴”对话框的XBUILD中设置的定位(“正”或“负”)用于“主旋转轴方向”选项。
- 使用轴限界 - 允许 FeatureCAM 选择最适合在 MD 文件中设置的轴限界的方向。
检查余量 - 输入要围绕阻止曲面留下的最小距离。如果为粗加工路径留空,则将使用“精加工余量”值。如果为精加工路径留空,则将使用“留下余量”值。可以输入正值或负值。在尺寸选项卡上设置“阻止曲面”。
阻止曲面轴向余量 - 输入要在阻止曲面上留下的轴向(Z 轴)材料量。如果输入“阻止曲面轴向余量”的值,则“检查余量”的值仅应用于径向 (XY) 阻止曲面。如果将“阻止曲面轴向余量”留空,则“检查余量”的值将应用于轴向和径向阻止曲面。可以输入正值或负值。
拐角半径 % - 该设置通过插入圆弧来避免出现急剧的方向变化。若要启用该设置,请输入刀具直径的百分比以用于圆弧半径。
方向 - 单击该按钮可打开切削方向对话框。
精加工余量 - 输入在执行粗加工路径后在特征上留下的材料量。可以输入正值或负值。
精加工轴向余量 - 输入在执行粗加工路径后在特征上留下的轴向(Z 轴)材料量。如果输入“精加工轴向余量”的值,则“精加工余量”的值将应用于径向 (XY) 材料。如果将“精加工轴向余量”留空,则“精加工余量”的值将应用于轴向和径向材料。可以输入正值或负值。
平坦曲面支持 -“平坦曲面支持”有三个选项:
- 关 - 选择该选项可忽略平坦区域并以恒定 Z 增量计算 Z 轴层。
- 层 - 选择该选项可在每个平坦曲面上方插入额外层并加工整个平坦 Z 轴层。这样可以确保准确应用精加工余量。
- 区域 - 选择该选项可在每个平坦曲面上方插入额外层并仅加工平坦区域。这样可以确保准确应用精加工余量。
夹持碰撞避让 - 避让夹持或刀柄与零件曲面、阻止曲面或未加工毛坯发生碰撞的刀具路径。在“策略”选项卡上选择“夹持碰撞避让”将其启用。启用该选项后,将显示以下选项:
- 夹持间隙 - 输入刀具夹持的间隙距离。将避让刀具夹持在零件曲面或阻止曲面的该距离内移动的刀具路径。
- 刀柄间隙 - 输入刀具刀柄的间隙距离。将避让刀柄在零件曲面或阻止曲面的该距离内移动的刀具路径。
分度 X 轴坐标 -(可选)输入要用于分度退刀移动的绝对 X 轴坐标。
分度 Y 轴坐标 -(可选)输入要用于分度退刀移动的绝对 Y 轴坐标。
分度 Z 轴坐标 -(可选)输入要用于分度退刀移动的绝对 Z 轴坐标。
如果您不输入坐标,“Z 轴分度间隙”值将用于分度退刀移动。“Z 轴分度间隙”是高于毛坯边界圆柱的间隙距离。这可能导致分度 Z 轴值超出机床的有效范围。如果零件的形状不规则,还可能导致退刀移动效率低下。
方向角 - 输入在操作开始时零件在机床中的初始 C 轴位置。
“Max. Edge Length” 斜向距离 — 该选项适用于线性或螺旋斜向。
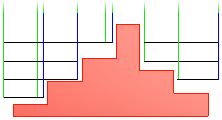
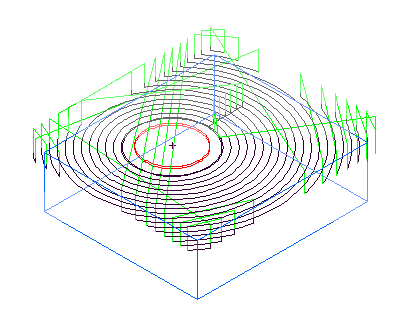
最小快进距离 % - 以刀具直径百分比的形式输入刀具可使用快速移动的最小距离。小于该距离的移动使用进给移动。
最小快进距离适用于 2.5D 铣削。将该值指定为刀具直径的百分比。
以下示例显示了值为 400% 的特征切削:
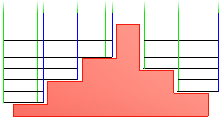
这是同一示例,但将“最小快进距离”设置为 10%,刀具在路径之间退刀并快进。
新值 - 若要更改列表中属性的值,请首先将其选中,然后输入新值。单击“设置”按钮以保存新值。
输出选项 - 单击该按钮可打开输出选项对话框。
下切速率修调 % - 输入要在下切到材料中时使用的“进给”设置的百分比。例如,如果“进给”属性为 2000 MMPM,并且将“下切速率修调 %”设置为 50,则得到的初始下切进给率为 1000 MMPM。
下切点 -(可选)拾取下切点以替代为预钻操作自动选择的点。
重排 — 启用此选项可创建深度优先策略。如果禁用了“重排”,则在移动到更低的深度之前完全粗加工每个 Z 轴层。
所有重设 - 单击该按钮可将选项卡上的所有属性重设为其默认值。
退刀/下切 - 单击该按钮可打开退刀和下切对话框。
粗加工路径行距 % - 输入相同行中下切孔之间的距离,以刀具直径的百分比表示。
设置 - 必须单击“设置”按钮以保存已选属性的新值。
行距快进距离 - 用于确定在刀具路径之间是进给还是快进。
目标马力 - 这是适用于指定毛坯材料类型的指定切削宽度/深度和进给率的理想 [马] 力。
公差 - 该属性用于控制刀具路径跟随曲面的精确程度。如果零件显示为有镶嵌面,请将公差设置为较小的值。
刀具路径拐角 % - 此选项通过用圆角替换尖角来实现赛车线光顺。通过使刀具路径的尖角光顺,可获得更稳定的刀具速度,并减少刀具负荷。输入大于刀具半径的刀具路径半径可最大限度地减小接触零件的刀具百分比。这样可达到足够的冷却效果,并避免随着刀具进入拐角而使刀具负荷急剧增加。
总毛坯 - 此选项用于控制刀具路径的范围。
摆线切削复选框 - 选择该选项可使用较小的圆形切削替换重切削以减小刀具负荷。只有使用“偏移/螺旋”或“之字形”策略时,该选项才可用。
重设 - 单击该按钮可将已选属性的值恢复为默认值。
Vortex 旋风铣最小点间隔 — 输入机床可按指定进给率移动的最小点间隔。如果机床要处理的点太多,则无法维持指定的进给率。必须在“策略”选项卡上选择“Vortex 旋风铣”选项,才能访问此属性。
Vortex 旋风铣最小半径 — 输入内部摆线的最小半径。Vortex 旋风铣刀具路径使用摆线移动来保持恒定的进给率。更高的进给率需要更大的最小半径。如果不修调此值,则会使用默认值,该值适合按为操作指定的进给率进给的典型机床。必须在“策略”选项卡上选择“Vortex 旋风铣”选项,才能访问此属性。
Vortex 旋风铣 Z 提刀距离 — 输入在摆线移动过程中为了避免刀具与曲面之间接触而在 Z 方向上提刀的距离。必须在“策略”选项卡上选择“Vortex 旋风铣”选项,才能访问此属性。
Z 结束 - 输入沿 Z 轴的距离,低于该距离时,将不会执行铣削操作。
Z 增量 - 输入刀具在每条路径的 Z 轴方向上向下移动的距离。如果默认下刀步距将过多材料留在零件上,则该选项很有用。当“残留行距”处于启用状态时,该属性不可用。
Z 开始 - 输入沿 Z 轴铣削操作开始的距离。如果毛坯材料已在早期操作中完成加工,可以使用该选项来节省时间。