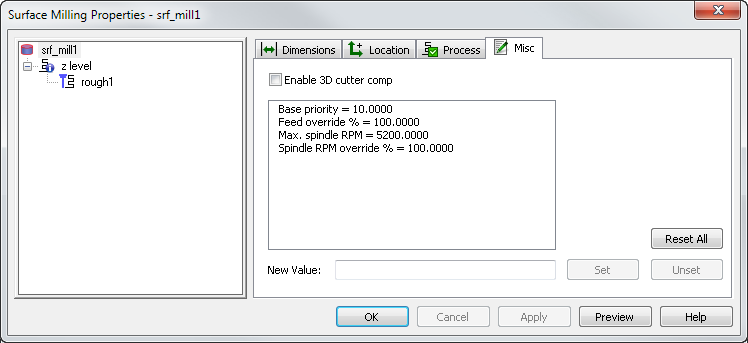
启用此选项可使用 3D 刀具补偿。对于 3D 曲面铣削特征,3D 刀具补偿用于在接触点的方向上补偿刀具半径。该补偿并非简单的右补偿或左补偿。您可以使用“曲面铣削属性”对话框的“辅助”选项卡编辑曲面铣削特征的加工选项。
启用 3D 刀具补偿 - 有关刀具补偿的详细信息,请参见 2.5D“策略”选项卡。
要使用 3D 刀具补偿,.cnc 文件必须支持线性移动格式的 3D 刀具补偿。例如:
{N<SEQ> }{<MOTION> }{<COMP-STAT> }{X<X-COORD> }{Y<Y-COORD> }{Z<Z-COORD> }
<IF><COMP-3D-ON><THEN> I<X-SRFNORM><32>J<Y-SRFNORM><32>K<Z-SRFNORM><32> <ENDIF>
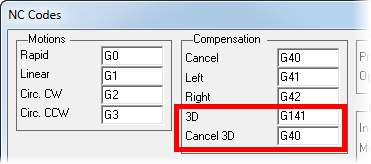
3D 刀具补偿仅适用于精加工操作和线性移动。如果为特征选择了 3D 刀具补偿,则任何圆弧切入都通过线性移动近似得出。XBUILD 补偿关键字(<COMP-STAT>、<COMP-START> 等)对 2D 和 3D 刀具补偿均有效(只有一种类型的补偿可以处于激活状态)。在 XBUILD 的“NC 代码”对话框中设置 NC 代码以打开和关闭 3D 刀具补偿:
基本优先级
特征按其“基本优先级”排序来确定它们的制造顺序。对于具有相同“基本优先级”值的特征,系统将使用“自动排序”设置。
为了确保某个特征先于其他特征切削,可以设置其“基本优先级”属性。所有特征都具有值为 10 的默认“基本优先级”。若要确保先加工某个特征,请将其优先级设置为较小的值。若要使某个特征最后加工,请将其优先级设置为较大的值。例如,如果将型腔的“基本优先级”设置为 8,则其粗加工路径将是第一个执行的操作,其精加工路径是第二个,其余操作将根据“自动排序”或“手动排序”设置进行排序。
进给修调 % - 输入 FeatureCAM 生成的进给率的缩放系数。小于 100 的值可减小计算的进给率。大于 100 的值可增加进给率。
最大主轴 RPM — 输入要使用的最大主轴转速(以 RPM 为单位)。
主轴 RPM 修调 % - 输入 FeatureCAM 生成的速率的缩放系数。小于 100 的值可减小速率,而大于 100 的值可增加速率。
“样条公差”可以在将轮廓定义为样条时使用圆弧和直线来近似生成轮廓。该参数的值越小,轮廓越平滑。
Z 快进平面 — 输入在 Z 轴方向上高于零件的最小安全距离。
在执行快进移动以离开某个特征之前,刀具退到为该特征设置的“Z 快进平面”。如果下一个特征具有不同的“Z 快进平面”设置,则快进移至下一个特征会更改 Z 高度,即更改 Z 坐标。这样,当刀具到达下一个特征处时,实际位于的是该下一特征的 Z 快进平面处。
该值相对于当前用户坐标系中毛坯的顶部。与“下切间隙”进行比较。