使用“模型轮廓”页面可通过在指定的 Z 高度处切分模型来创建刀具路径,然后在每个 Z 高度处加工模型轮廓。
切削方向 - 选择铣削技术。
从以下选项中选择“切削方向”:
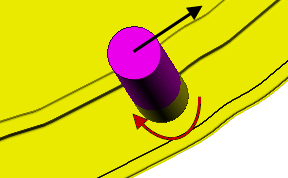
- 顺铣 - 选择此选项可尽可能仅使用顺铣创建刀具路径。从刀具移动的方向查看时,刀具位于加工边缘的左侧。
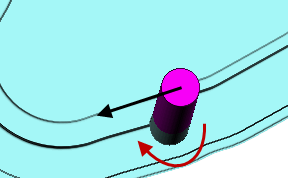
- 逆铣 - 选择此选项可尽可能仅使用逆铣或仰铣创建刀具路径。从刀具移动的方向查看时,刀具位于加工边缘的右侧。
- 任意 - 选择此选项可同时使用逆铣和顺铣创建刀具路径。这将尽可能减少提刀次数和刀具移动。
如果具有多个轮廓路径,可以为最终轮廓路径选择不同的切削方向。
- 轮廓 - 选择最终轮廓加工路径的切削方向。
- 其它轮廓 - 选择除最终轮廓加工路径外的所有路径的切削方向。
公差 - 输入值以确定刀具路径贴合模型轮廓的精确程度。
余量 - 输入零件留下的材料量。单击“余量” 按钮将“余量”框分成“径向余量”
按钮将“余量”框分成“径向余量” 和“轴向余量”
和“轴向余量” 。使用这两个设置将分开的“径向余量”和“轴向余量”指定为独立的值。分开的“径向余量”和“轴向余量”值对正交零件很有用。您可以在斜壁零件上使用独立余量,但预测结果会变得更困难。
。使用这两个设置将分开的“径向余量”和“轴向余量”指定为独立的值。分开的“径向余量”和“轴向余量”值对正交零件很有用。您可以在斜壁零件上使用独立余量,但预测结果会变得更困难。
径向余量 - 输入刀具的径向偏移。进行 2.5 轴或 3 轴加工时,输入正值可在垂直壁留下材料。
轴向余量 - 输入刀具的偏移(仅在刀轴方向)。进行 2.5 轴或 3 轴加工时,输入正值可在水平面留下材料。
 部件余量 - 单击可显示部件余量对话框,从中可以指定不同曲面的余量。
部件余量 - 单击可显示部件余量对话框,从中可以指定不同曲面的余量。
行距 - 输入连续加工路径之间的距离。切削距离页面上的“切削次数”大于 1 时,此选项可用。
 从刀具复制行距 - 单击可通过激活的刀具切削数据加载径向切削深度。径向切削深度是垂直于刀轴测量的。
从刀具复制行距 - 单击可通过激活的刀具切削数据加载径向切削深度。径向切削深度是垂直于刀轴测量的。
 。
。
下切步距 - 选择如何指定不同加工层之间的距离。
- 自动 -“下切步距”值用于定义 Z 高度,并删除任何现有的 Z 高度。
- 手动 - 由您指定 Z 高度。单击“Z 高度”
 按钮以显示区域清除 Z 高度对话框,然后手动指定 Z 高度。
按钮以显示区域清除 Z 高度对话框,然后手动指定 Z 高度。
从刀具复制下切步距 - 单击此按钮可通过激活的刀具切削数据加载轴向切削深度。轴向切削深度是沿刀轴测量的。
。
恒定下切步距 - 选中此选项时,所有加工层的间距均相同,而且“下切步距”值是最大下切步距。取消选中此选项时,连续加工层之间的差值是所有层(位于毛坯底部的最后一层除外)的“下切步距”值。
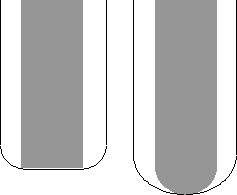
取消选中“恒定下切步距”:
当“下切步距”设置为 20 时,Z 高度位于 15、-5 和 -10 处。
下切步距是为除最后一层外的所有层指定的数值(在本例中为 20);最后一层位于毛坯底部(在本例中为其指定的“下切步距”为 5)。
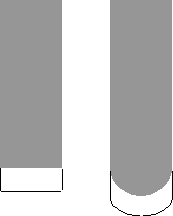
选中“恒定下切步距”:

当“下切步距”设置为 20 时,Z 高度位于 20、5 和 -10 处。这将产生值为 15 的有效下切步距。
下切步距在所有层之间相同,但不一定等于指定的数值。在本例中,PowerMill 使用的“下切步距”值为 15 而不是 20。