Utiliser la page Ebauche 2.5D pour créer un parcours d'outil en tranchant les features à des hauteurs Z spécifiques, puis créer une passe en décalage ou en balayage à chaque hauteur Z.
Style — Sélectionner un style de parcours d'outil pour utiliser le retrait de matière.
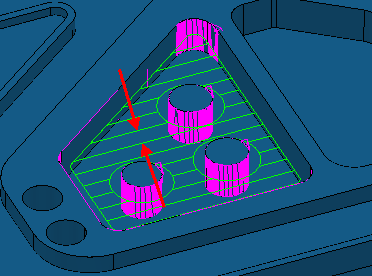
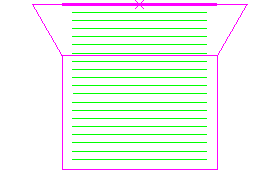
- Balayage — Contient des mouvements en ligne droite dans le plan X-Y.
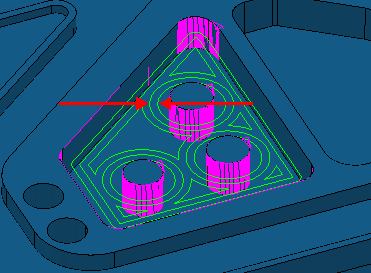
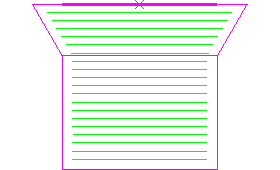
- Décalage du modèle — Effectue l'ébauche d'une zone avec des contours générés en décalant le niveau initial à plusieurs reprises jusqu'à ce plus aucun décalage ne soit possible. Cela produit un parcours d'outil qui maintient une direction d'usinage, une charge sur l'outil et une production de copeaux constantes. De plus, un parcours d'outil Décalage du modèle évite d'usiner des petits rebords ou avec parois minces et minimise les coupes pleine matière. Cette option augmente le nombre d'élévations d'outils.
- Tout décaler — Cela produit un parcours d'outil de décalage qui réduit le nombre d'élévations d'outils et fonctionne extrêmement bien pour les matières souples.
- Vortex — Cela produit un parcours d'outil de décalage qui ne dépasse jamais l'angle d'engagement d'outil maximum pour un usinage maximum. Quand l'outil se rapproche de l'angle d'engagement maximum, le parcours d'outil change en parcours trochoïdal pour éviter la surcharge d'outil. Les parcours d'outils Vortex sont des parcours d'outils 3 axes et ont donc un axe d'outil vertical.
Direction de coupe— Sélectionner une style d'usinage pour Contournage et Zone.
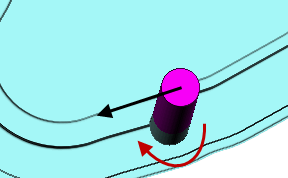
- En avalant — Sélectionner pour créer les parcours d'outils en utilisant l'usinage en avalant, lorsque possible. L'outil est à gauche du bord usiné lorsque visualisé dans le sens de la trajectoire de l'outil.
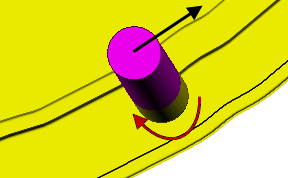
- Conventionnel — Sélectionner pour créer les parcours d'outils en utilisant l'usinage conventionnel ou en montant, lorsque possible. L'outil est à droite du bord usiné lorsque visualisé dans le sens de la trajectoire de l'outil.
- Quelconque — Sélectionner pour créer les parcours d'outils en utilisant l'usinage conventionnel et en avalant. Cela minimise les élévations de l'outil et la trajectoire d'outil.
Tolérance — Entrer une valeur pour déterminer la précision avec laquelle le parcours d'outil suit les contours du modèle.
Surépaisseur — Entrer la quantité de matière à laisser sur la pièce. Cliquer sur le bouton Epaisseur  pour séparer la case Surépaisseur en Surépaisseur radiale
pour séparer la case Surépaisseur en Surépaisseur radiale  Surépaisseur axiale
Surépaisseur axiale  . Utiliser ceci pour spécifier la surépaisseur radiale et axiale en valeurs indépendantes. Les valeurs de surépaisseur radiale et axiale distinctes sont utiles pour les parties orthogonales. Vous pouvez utiliser la surépaisseur indépendante sur les parties de parois inclinées, bien qu'il soit plus difficile de prédire les résultats.
. Utiliser ceci pour spécifier la surépaisseur radiale et axiale en valeurs indépendantes. Les valeurs de surépaisseur radiale et axiale distinctes sont utiles pour les parties orthogonales. Vous pouvez utiliser la surépaisseur indépendante sur les parties de parois inclinées, bien qu'il soit plus difficile de prédire les résultats.
Surépaisseur radiale — Entrer le décalage radial à l'outil. Lors d'un usinage 2.5 ou 3 axes, une valeur positive laisse la matière sur les parois verticales.
Surépaisseur axiale — Entrer le décalage à l'outil, dans direction de l'outil uniquement. Lors d'un usinage 2.5 ou 3 axes, une valeur positive laisse la matière sur les faces horizontales.
 Surépaisseur du composant — Cliquer pour afficher le dialogue Surépaisseur du composant, ce qui vous permet de spécifier l'épaisseur des différentes surfaces.
Surépaisseur du composant — Cliquer pour afficher le dialogue Surépaisseur du composant, ce qui vous permet de spécifier l'épaisseur des différentes surfaces.
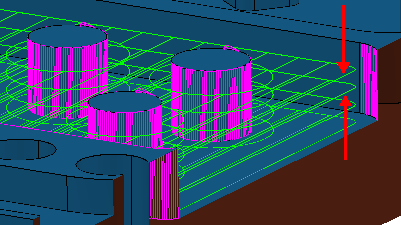
Incrément — Entrer la distance entre les passes d'ébauche 3D successives à une hauteur Z unique.
Incrément avec un style de Décalage du modèle :
Incrément avec un style de Balayage :
 Copier incrément de l'outil— Cliquer pour charger la profondeur de coupe radiale depuis les données de coupe de l'outil actives. La profondeur de coupe radiale est mesurée le long de l'axe d'outil.
Copier incrément de l'outil— Cliquer pour charger la profondeur de coupe radiale depuis les données de coupe de l'outil actives. La profondeur de coupe radiale est mesurée le long de l'axe d'outil.
 .
.
Profondeur de passe — Entrer la distance entre différents niveaux d'usinage.
- Automatique — La valeur Profondeur de passe définit les hauteurs Z et supprime les hauteurs Z existantes.
PowerMill crée une hauteur Z jusqu'à la valeur de profondeur de passe entrée, à partir du haut du brut, puis redescend à une hauteur Z. La hauteur Z finale est au bas du brut. La définition de Profondeur de passe prend en compte les hauteurs Z existantes (comme celles calculées lorsque l'option Usiner plats est sélectionnée). PowerMill observe une paire de hauteurs Z existantes et ajoute le nombre minimum de hauteurs Z supplémentaires entre elle, afin que la Profondeur de passe entre les hauteurs soit plus petite ou égale à la valeur de Profondeur de passe spécifiée.
- Manuel — Vous spécifiez les hauteurs Z. Cliquer sur le bouton Hauteurs Z pour afficher le dialogue
 Hauteurs Z d'ébauche pour spécifier les hauteurs Z manuellement.
Hauteurs Z d'ébauche pour spécifier les hauteurs Z manuellement.
Copier profondeur de passe de l'outil— Cliquer pour charger la profondeur de coupe axiale depuis les données de coupe de l'outil. La profondeur de coupe axiale est mesurée le long de l'axe d'outil.
.
Profondeur constante — Quand sélectionné, tous les niveaux d'usinage sont équidistants et la valeur de profondeur de passe est une profondeur de passe maximale. Quand désélectionné, la différence entre les niveaux d'usinage consécutifs est la valeur de profondeur de passe pour tous les niveaux sauf le dernier qui est au fond du brut.
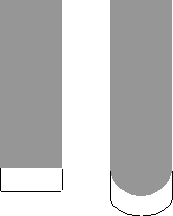
Profondeur constante désélectionnée :
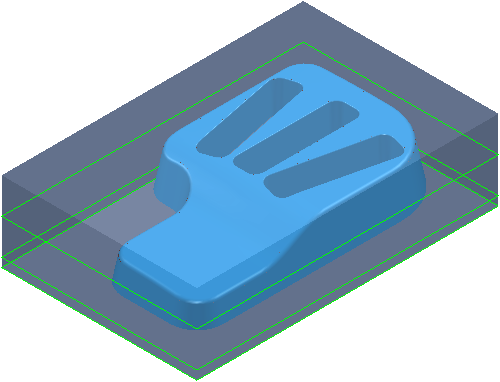
Avec une profondeur de passe de 20, les hauteurs Z sont à 15, -5 et -10.
La profondeur de passe est la hauteur spécifiée pour tous les niveaux (dans ce cas 20), sauf pour le dernier, qui est au fond du brut (dans ce cas une profondeur de passe de 5).
Profondeur constante sélectionnée :
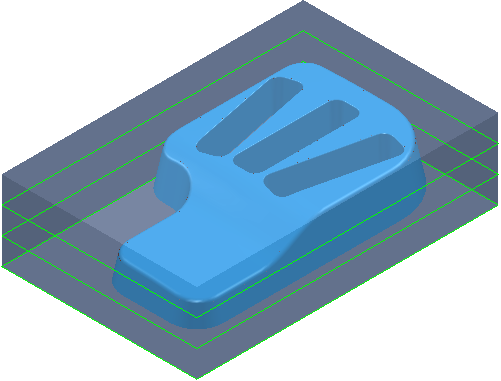
Avec une profondeur de passe de 20, les hauteurs Z sont à 20, -5 et -10. Cela donne une profondeur de passe effective de 15.
La profondeur de passe est la même entre tous les niveaux mais n'est pas nécessairement la hauteur spécifiée. Dans ce cas, PowerMill utilise une profondeur de passe de 15 au lieu de 20.
Reprise d'usinage — Sélectionner pour changer la stratégie en Reprise d'ébauche 2.5D et rendre disponible la page Reprise avec les options pour la reprise. Cette option n'est pas sélectionnée par défaut pour cette stratégie.
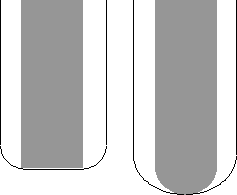
Ignorer chanfreins — Quand sélectionné, les chanfreins ne sont pas usinés.
Ignorer chanfreins désactivé.
Ignorer chanfreins activé.
Ignorer raccord supérieurs — Quand sélectionné, les raccords supérieurs ne sont pas usinés.
Ignorer raccord supérieurs désactivé.
Ignorer raccord supérieurs activé.