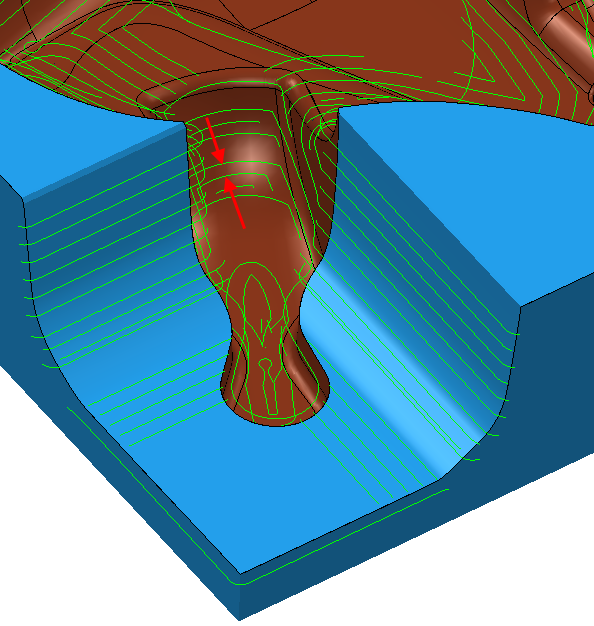
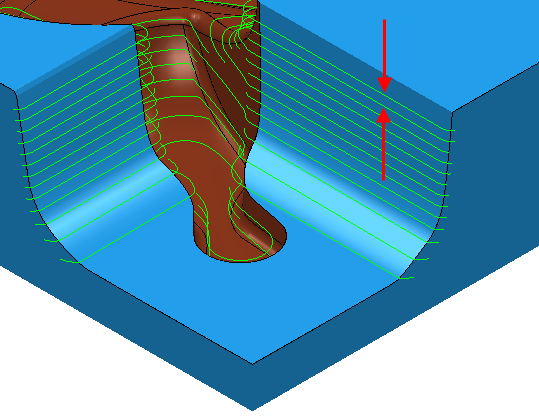
Utiliser la page Contournage 3D pour créer un parcours d'outil en tranchant le modèle aux hauteurs Z spécifiées et usine ensuite le contour du modèle à chaque hauteur Z.
Direction de coupe — Sélectionner la technologie de fraisage.
Sélectionner une direction d'usinage parmi les suivantes :
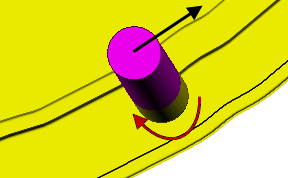
- En avalant — Sélectionner pour créer les parcours d'outils en utilisant l'usinage en avalant, lorsque possible. L'outil est à gauche du bord usiné lorsque visualisé dans le sens de la trajectoire de l'outil.
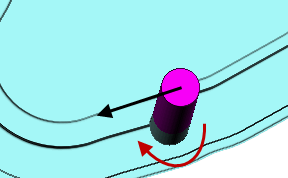
- Conventionnel — Sélectionner pour créer les parcours d'outils en utilisant l'usinage conventionnel ou en montant, lorsque possible. L'outil est à droite du bord usiné lorsque visualisé dans le sens de la trajectoire de l'outil.
- Quelconque — Sélectionner pour créer les parcours d'outils en utilisant l'usinage conventionnel et en avalant. Cela minimise les élévations de l'outil et la trajectoire d'outil.
Lorsque vous avez plusieurs passes de contournage, vous pouvez avoir une direction d'usinage différente pour la passe de contournage finale.
- Contournage — Sélectionner la direction d'usinage de la passe de contournage finale.
- Contours supplémentaires— Sélectionner la direction d'usinage de toutes les passes sauf la passe de contournage finale.
Tolérance — Entrer une valeur pour déterminer la précision avec laquelle le parcours d'outil suit les contours du modèle.
Surépaisseur — Entrer la quantité de matière à laisser sur la pièce. Cliquer sur le bouton Epaisseur  pour séparer la case Surépaisseur en Surépaisseur radiale
pour séparer la case Surépaisseur en Surépaisseur radiale  Surépaisseur axiale
Surépaisseur axiale  . Utiliser ceci pour spécifier la surépaisseur radiale et axiale en valeurs indépendantes. Les valeurs de surépaisseur radiale et axiale distinctes sont utiles pour les parties orthogonales. Vous pouvez utiliser la surépaisseur indépendante sur les parties de parois inclinées, bien qu'il soit plus difficile de prédire les résultats.
. Utiliser ceci pour spécifier la surépaisseur radiale et axiale en valeurs indépendantes. Les valeurs de surépaisseur radiale et axiale distinctes sont utiles pour les parties orthogonales. Vous pouvez utiliser la surépaisseur indépendante sur les parties de parois inclinées, bien qu'il soit plus difficile de prédire les résultats.
Surépaisseur radiale — Entrer le décalage radial à l'outil. Lors d'un usinage 2.5 ou 3 axes, une valeur positive laisse la matière sur les parois verticales.
Surépaisseur axiale — Entrer le décalage à l'outil, dans direction de l'outil uniquement. Lors d'un usinage 2.5 ou 3 axes, une valeur positive laisse la matière sur les faces horizontales.
 Surépaisseur du composant — Cliquer pour afficher le dialogue Surépaisseur du composant, ce qui vous permet de spécifier l'épaisseur des différentes surfaces.
Surépaisseur du composant — Cliquer pour afficher le dialogue Surépaisseur du composant, ce qui vous permet de spécifier l'épaisseur des différentes surfaces.
Incrément — Entrer la distance entre les passes d'usinage successives. Cette option est disponible quand le Nombre de passes sur la page Distance coupe est plus que 1.
 Copier incrément de l'outil— Cliquer pour charger la profondeur de coupe radiale depuis les données de coupe de l'outil actives. La profondeur de coupe radiale est mesurée le long de l'axe d'outil.
Copier incrément de l'outil— Cliquer pour charger la profondeur de coupe radiale depuis les données de coupe de l'outil actives. La profondeur de coupe radiale est mesurée le long de l'axe d'outil.
 .
.
Profondeur de passe — Sélectionner comment spécifier la distance entre chaque niveau d'usinage.
- Automatique — La valeur Profondeur de passe définit les hauteurs Z et supprime les hauteurs Z existantes.
- Manuel — Vous spécifiez les hauteurs Z. Cliquer sur le bouton Hauteurs Z pour afficher le dialogue
 Hauteurs Z d'ébauche pour spécifier les hauteurs Z manuellement.
Hauteurs Z d'ébauche pour spécifier les hauteurs Z manuellement.
Copier profondeur de passe de l'outil— Cliquer pour charger la profondeur de coupe axiale depuis les données de coupe de l'outil. La profondeur de coupe axiale est mesurée le long de l'axe d'outil.
.
Profondeur constante — Quand sélectionné, tous les niveaux d'usinage sont équidistants et la valeur de profondeur de passe est une profondeur de passe maximale. Quand désélectionné, la différence entre les niveaux d'usinage consécutifs est la valeur de profondeur de passe pour tous les niveaux sauf le dernier qui est au fond du brut.
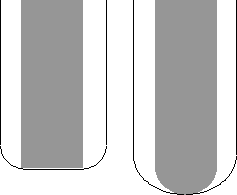
Profondeur constante désélectionnée :
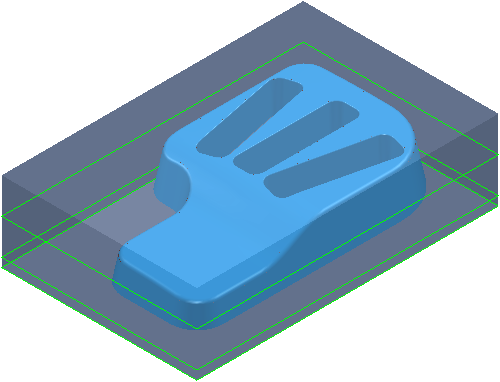
Avec une profondeur de passe de 20, les hauteurs Z sont à 15, -5 et -10.
La profondeur de passe est la hauteur spécifiée pour tous les niveaux (dans ce cas 20), sauf pour le dernier, qui est au fond du brut (dans ce cas une profondeur de passe de 5).
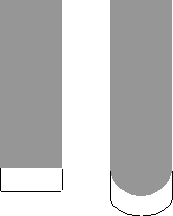
Profondeur constante sélectionnée :
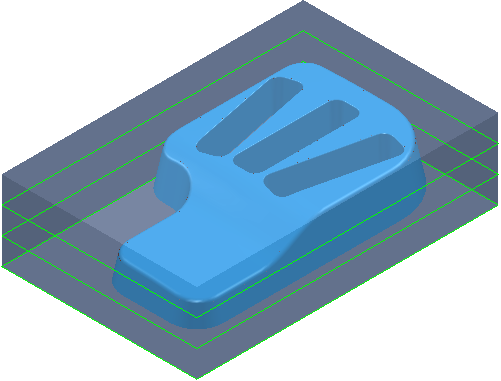
Avec une profondeur de passe de 20, les hauteurs Z sont à 20, -5 et -10. Cela donne une profondeur de passe effective de 15.
La profondeur de passe est la même entre tous les niveaux mais n'est pas nécessairement la hauteur spécifiée. Dans ce cas, PowerMill utilise une profondeur de passe de 15 au lieu de 20.
Usinage de reprise — Sélectionner pour rendre la page Reprise disponible avec les options pour l'usinage de reprise. Cela change la stratégie en un modèle.
Cette option n'est pas sélectionnée par défaut pour cette stratégie. Sélectionner cette option change la stratégie en une stratégie Reprise de contournage 3D.