Utilisez la page Grande vitesse afin de contrôler les options de lissage pour éviter les changements brusques de direction d'outil lors de l'usinage grande vitesse. Les options disponibles sont dépendantes de la stratégie sélectionnée :
Lissage de contour — Sélectionner pour permettre le rayonnement des contours pour éviter les changements brusques de direction dans les coins externes. Le rayon d'arc est défini en proportion du diamètre d'outil et est calculé en utilisant le diamètre d'outil et un facteur de multiplication. Utiliser le curseur pour spécifier le facteur de multiplication. Par exemple, si vous avez un diamètre d'outil de 10 mm et un facteur de multiplication de 0,05, le rayon d'arc est de 0,5 mm.
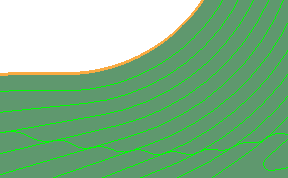
- Lissage de contour désélectionné :
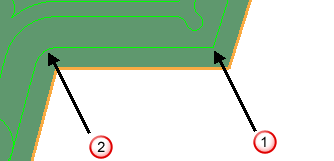
 — Les coins externes ne sont pas lissés.
— Les coins externes ne sont pas lissés.
 — Les coins internes sont encore lissés.
— Les coins internes sont encore lissés.
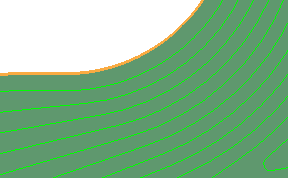
Utiliser un Rayon de 0,2 produit:
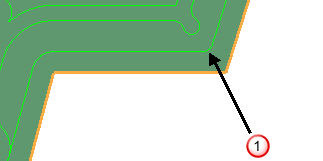 — Les coins externes ne sont maintenant lissés.
Remarque : Le rayonnement est important lors de l'usinage grande vitesse, car il élimine les changements soudains de direction d'outil.Remarque : Pour l'usinage Vortex, des petits trochoïdes ne sont pas conseillés, si possible, garder le rayon de trochoïdes supérieur à 1 mm.
— Les coins externes ne sont maintenant lissés.
Remarque : Le rayonnement est important lors de l'usinage grande vitesse, car il élimine les changements soudains de direction d'outil.Remarque : Pour l'usinage Vortex, des petits trochoïdes ne sont pas conseillés, si possible, garder le rayon de trochoïdes supérieur à 1 mm.
Lissage raceline — Sélectionner pour remplacer le décalage standard avec un qui peut atteindre des avances supérieures en évitant les changements brusques en force sur une machine-outil, qui sont causés par des virages brusques dans un parcours d'outil. Ce décalage remplace les coins vifs par des coins arrondis et change l'incrément d'une distance fixe à une distance variable. Utiliser le curseur pour spécifier la déviation maximum de l'incrément spécifié en tant que pourcentage.
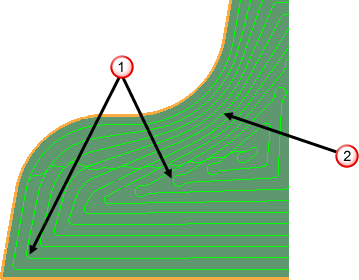
— coins arrondis
— incrément variable
Mouvements trochoïdaux — Lorsque sélectionné, les mouvements trochoïdaux sont activés avec les paramètres de Restreindre chargement d'outil appliqués par défaut.
- Surcharge maximum — Déplacer la glissière pour définir la valeur de surcharge requise pour insérer une trochoïde.
Remarque : Lorsque vous créez un parcours d'outil Ebauche 3D, l'option Mouvements trochoïdaux est disponible uniquement lorsque vous utilisez un style d'ébauche Décaler modèle ou Décaler tout.Remarque : Cette option est disponible uniquement si vous sélectionnez un style de décalage sur la page principale du dialogue de stratégie d'ébauche.
Liaisons — Sélectionner une option pour spécifier comment PowerMill crée des mouvements de liaison entre des décalages dans le parcours d'outil.
- Droit :
- Lisser :
- Aucun :
Cette option est disponible uniquement si vous sélectionnez un style de décalage sur la page principale du dialogue de stratégie.
- Angles de raccord désélectionnée :
- Angles de raccord sélectionnée :
Rayonner les coins (2D) — Sélectionnez cette option pour créer des arcs dans tous les coins internes d’un parcours d’outil. Le rayonnement est important lors de l'usinage grande vitesse, car il élimine les changements soudains de direction d'outil. Le rayon d'arc est défini en proportion du diamètre d'outil et est calculé en utilisant le diamètre d'outil et un facteur de multiplication. Utiliser le curseur pour spécifier le facteur de multiplication. Par exemple, si vous avez un diamètre d'outil de 10 mm et un facteur de multiplication de 0,05, le rayon d'arc est de 0,5 mm.
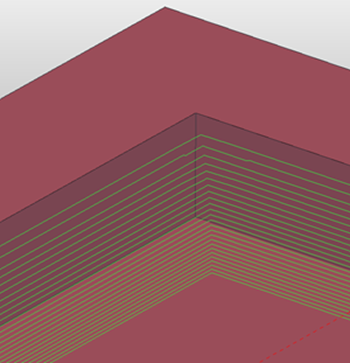
- Rayonner les coins désélectionné :
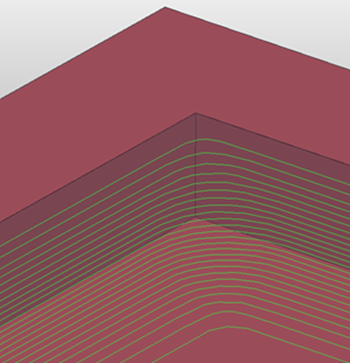
- Rayonner les coins sélectionné :
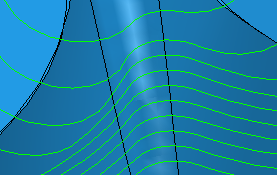
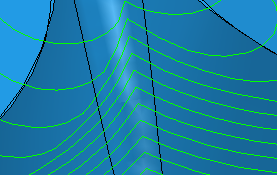
Lissage vertical — Améliore la lississitude du profilage normal à la surface.
- Axe haut/bas (unités diamètre outil) — Entrer la distance de lissage verticale en unités de diamètre outil. Ce type de lissage peut être particulièrement efficace pour enlever les "saccades" excessives en décalant les coins internes. Il est mieux d'utiliser le lissage avec les valeurs par défaut initialement. Un lissage trop important peut déformer le profil en aplanissant trop loin.
- Angulaire — Entrer l'angle de lissage. Ce type de lissage peut être particulièrement efficace lors d'un usinage multi-axes et peut être utilisé pour lisser des profils de surfaces limitées. Les surfaces limitées peuvent avoir un bord "bosselé" qui est ensuite amplifié par le contournage. Le lissage angulaire minimise ceci. 5
 est la valeur par défaut.
est la valeur par défaut.
Tolérance de calcul d'axe — Entrer une valeur de tolérance pour calculer l'axe d'outil. Pour un relativement tout petit nombre de géométries, l'axe d'outil peut vaciller légèrement car il se positionne sur les surfaces avec précision. Cela peut être du à de petits, mais considérables, changements dans la géométrie car l'outil se déplace d'une position à une autre. Cette tolérance peut être plus grande que la tolérance d'usinage pour stabiliser l'axe d'outil alors qu'il se déplace sur cette région géométriquement variable. Le résultat est que de la matière supplémentaire pourrait être laissée sur la surface mais le chargement sur l'outil pourrait être réduit.
Pour plus d'informations sur les effets du lissage, voir Chargement d'outil.