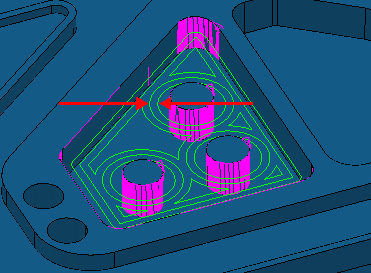
フィーチャー削り残し領域切削 ページでは、指定 Z 高さでフィーチャーセットをスライスして、ツールパスを作成します。その後、各 Z 高さでオフセット、または、ラスターパスを作成します。Z 高さは、以前の領域切削ツールパスを基に定義され、大きな段差の削除に使用されます。
スタイル - 素材の削除に使用するツールパス スタイルを選択します。
- ラスター - XY 平面の平行直線動作により構成されます。
- モデルオフセット - 初期スライスのオフセットを繰返して作成される輪郭で、領域の加工を行います。これは、それ以上のオフセットが不可になるまで実行されます。 これにより、加工方向、工具の負荷、およびチップの量が一定に保持されるツールパスが生成されます。また、オフセット モデル ツールパスにより、極小、または、薄い側面の芯の加工を回避します。このオプションにより、工具リフト数が増加します。
- 全オフセット - 工具リフト数を最小限に抑え、柔軟な素材に特化したオフセットツールパスを作成します。
- Vortex - 加工を最適な状態にするために、最大工具エンゲージメント角度を超過しないオフセットツールパスを作成します。工具が最大エンゲージメント角度に近付くと、ツールパスをトロコイドパスに変更し、工具負荷を回避します。 Vortex ツールパスは 3 軸ツールパスのため、垂直工具軸が使用されます。
加工方向 - 輪郭 および 領域 の加工スタイルを選択します。
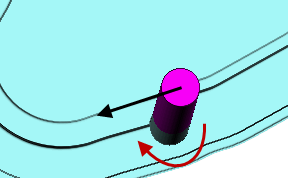
- ダウンカット - 可能な場合はダウンカットを使用し、ツールパスを作成します。工具進行方向から見て、工具は加工済みエッジの左側になります。
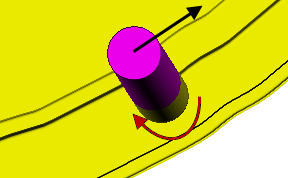
- アップカット - 可能な場合、アップカットを使用し、ツールパスを作成します。工具進行方向から見て、工具は加工済みエッジの右側になります。
- 任意方向 - ダウンカット、および、アップカットを使用し、ツールパスを作成します。これにより、工具リフト数、および、工具移動数が最少になります。
トレランス - トレランスを入力し、ツールパスがモデルの輪郭をたどる精度を指定します。
残し代 - トレランス内でストックに残す素材量を入力します。

 コンポーネント残し代 - コンポーネント残し代 ダイアログを表示します。ここでは異なるサーフェスの残し代を指定できます。
コンポーネント残し代 - コンポーネント残し代 ダイアログを表示します。ここでは異なるサーフェスの残し代を指定できます。
ステップオーバー - 連続加工パス間の距離を入力します。
オフセット モデル の スタイル が指定された ステップオーバー:
ラスター の スタイル が指定された ステップオーバー:
 工具からステップオーバーコピー - アクティブ工具の 加工データ から、径方向切込みを読込みます。 径方向切込みは、工具軸に垂直に測定されます。
工具からステップオーバーコピー - アクティブ工具の 加工データ から、径方向切込みを読込みます。 径方向切込みは、工具軸に垂直に測定されます。
 に変化します。
に変化します。
Z 方向削り込み量 - 異なる加工レベル間の距離を入力します。
- 自動 - Z 方向削り込み量 値は、Z 高さを定義します。また、既存の Z 高さを削除します。
PowerMill はブロック上部から入力した Z 方向削り込み量 の値までの Z 高さを作成し、Z で定義した高さを削り込みます。最終 Z 高さはブロック下部になります。Z 方向削り込み量 の定義は、平坦部加工 オプションの選択時に計算される Z 高さなど、既存の Z 高さを考慮します。PowerMill は、既存の Z 高さのペアを確認し、その間に最少数の Z 高さを追加します。これにより、高さ間の Z 方向削り込み量が、指定された Z 方向削り込み量 以下になります。
- 手動 - 手動で Z 高さを指定します。Z 高さ
 ボタンをクリックし、領域切削 Z 高さ ダイアログを表示します。このダイアログを使用し、Z 高さを手動で指定します。
ボタンをクリックし、領域切削 Z 高さ ダイアログを表示します。このダイアログを使用し、Z 高さを手動で指定します。
工具から Z 方向削り込み量コピー - アクティブ工具の 加工データ から、軸方向切込みを読込みます。 軸方向切込みは、工具軸沿いに測定されます。
に変化します。
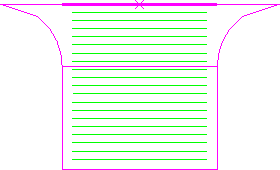
均等 Z 方向削り込み量 - オンすると、すべての加工レベルが等間隔になり、Z 方向削り込み量が最大値になります。オフにすると、連続する加工レベル間の差は、ブロック下部にある最後のレベルを除いて、すべてのレベルで Z 方向削り込み量 になります。
均等 Z 方向削り込み量 - 選択解除
Z 方向削り込み量 が 20 の場合、Z 高さは、15、-5、および -10 になります。
Z 方向削り込み量は、ブロック下部にある最後のレベル (この場合の Z 方向削り込み量 は 5) を除いて、すべてのレベルで指定した量 (この場合は 20) です。
均等 Z 方向削り込み量 - 選択
Z 方向削り込み量 が 20 の場合、Z 高さは、20、5、および -10 になります。このため、有効な Z 方向削り込み量は 15 です。
Z 方向削り込み量はすべてのレベルで同じですが、指定した量であるとは限りません。この場合、PowerMill の Z 方向削り込み量 は、20 ではなく 15 です。
削り残し加工 - 削り残し加工のオプションを設定するための 削り残し ページを有効にします。未選択の場合、ストラテジーは フィーチャー領域切削 ストラテジーに変更されます。既定で、このオプションは選択されています。
面取りを無視 - オンにすると面取りを加工しない
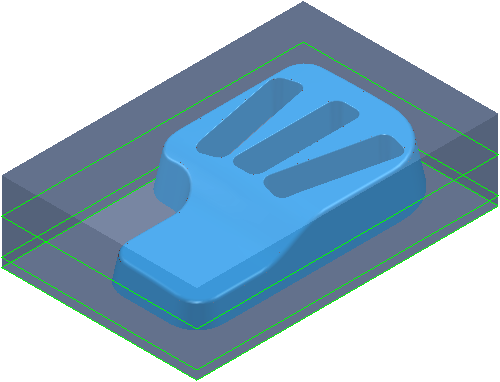
面取りを無視 - オフ
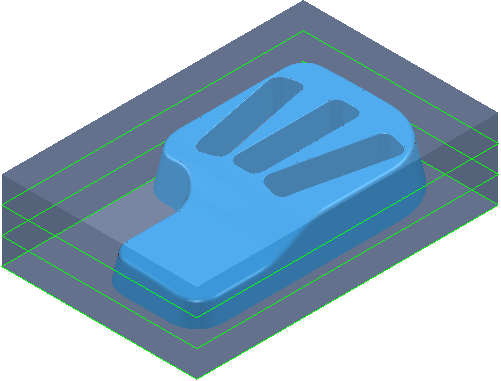
面取りを無視 - オン

上部フィレットを無視 - オンにすると上部フィレットを加工しない
上部フィレットを無視 - オフ
上部フィレットを無視 - オン